Преимущества изделий из анодированного алюминия
19.02.13 в 15:10 | Новости компаний | Комментарии »
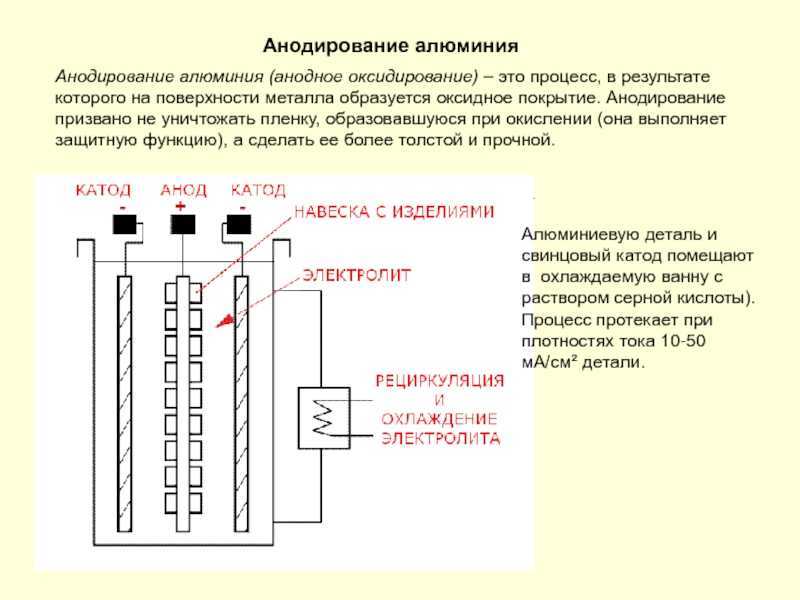
Анодирование металлических сплавов применяется в разных отраслях промышленности уже достаточно давно. Это — сложный электрохимический процесс, детальное описание которого мы не будем здесь приводить — на это потребуется слишком много времени. Приблизительно же процедура анодирования заключается в следующем — подвергаемый обработке элемент конструкции помещается в кислый электролит (к примеру, в раствор серной кислоты), после чего подключается к источнику тока. Результат — образование на поверхности металла оксидной пленки. Изделия из анодированных алюминиевых сплавов ценятся выше, чем обычный алюминий — благодаря своим преимуществам: они не подвергаются коррозии, обладают высокой прочностью и долговечностью, простотой в уходе.
Анодирование алюминия — наиболее эффективный способ защиты поверхности профиля от коррозии, исключающий отслоение покрытия и подпленочную коррозию. Помимо этого, анодирование алюминия придает изделиям дополнительные эстетические свойства и респектабельный внешний вид.
Прекрасный внешний вид этого материала делает возможным его использование для производства декоративных изделий, а высочайшие показатели функциональности делают его незаменимым при изготовлении высокопрочной фурнитуры, а также антипригарной посуды и отделки в стиле хай-тек дорогих автомобилей.
Использование анодированного алюминия для производства лестниц и стремянок весьма распространено в мире. Изготовленные из этого материала конструкции прочнее и гораздо удобнее и безопаснее в эксплуатации, чем лестницы из простого алюминия.
Преимущества анодированного профиля:
· надежная защита от коррозии,
· слой оксидной пленки (полученный в процессе анодирования) неразрывно связан с поверхностью, что делает невозможным его отслаивание или появление трещин,
· возможность применения в помещениях с повышенной влажностью,
· высокая эстетика покрытия и декоративные свойства. Анодированный профиль выглядит благороднее и богаче, что расширяет границы в дизайне изделий с использованием анодированного алюминия,
· широкая гамма цветов анодирования (хром, золото, шампань, бронза, коньяк),
· возможность получения матовой и глянцевой поверхности,
· высокая устойчивость к ультрафиолетовому излучению,
· длительный период эксплуатации, нет необходимости периодического восстановления анодированной поверхности, по истечении времени она не темнеет, не покрывается пятнами и трещинами. Кроме того, профиль анодированный не требует покраски, полировки и другого ухода,
· повышенная устойчивость к механическим повреждениям (царапинам, потертостям и др.), благодаря улучшению таких свойств алюминия как твёрдость, устойчивость к термическому воздействию.
Однако на территории нашей страны функционирует всего одна компания, занимающаяся производством стремянок из анодированных сплавов — московская . Эта организация функционирует в течение более чем семи лет, и все эти годы основным материалом производства являлся анодированный алюминий. На сайте компании, находящемся по адресу www.fabrika-lestnic.ru стремянки из анодированного алюминия представлены в широком ассортименте. Компания производит такие виды лестниц, как:
· Двух- и трехсекционные лестницы;
На каждую из лестниц производства «Фабрики Лестниц» предоставляется гарантия качества.
Контроль качества
Контроль толщины анодного покрытия
Обычно для приемо-сдаточного контроля качества анодированных алюминиевых профилей достаточно контроля внешнего вида, толщины анодного покрытия и качества наполнения. Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия.
Метод капли
Для быстрого контроля качества наполнения часто применяют один из вариантов так называемого «метода капли». В качестве контрольного или арбитражного испытания применяют методы потери массы образцов изделий.
Сущность неразрушающего «метода капли» заключается в оценке степени поглощения красителей анодированной поверхностью после того, как она была обработана соответствующим химическим реагентом. Различные варианты метода капли с предварительной кислотной обработкой поверхности устанавливают стандарты ISO 2143:2010 (он же – EN ISO 2143:2010 и он же – бывший EN 12373-4) и ГОСТ 9.302-88.
Метод капли по ISO 2143:2010
Стандарт Qualonod считает приемлемым степени (рейтинга) интенсивности пятна не ниже 2 (рисунок 6). Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение.
Рисунок 6 – Критерии качества наполнения по методу капли согласно ISO 2143:2010
Метод капли по ГОСТ 9.031-74
Вариант метода капли без предварительной кислотной обработки c двумя вариантами материала капли – красителя или масла – дает ГОСТ 9.031-74.
Метод потери массы
Испытание на потерю массы основано на установленном факте, что не наполненное или недостаточно наполненное анодное покрытие быстро растворяется в кислотной среде, тогда как хорошо наполненное покрытие выдерживает длительное погружение без заметного воздействия на него. Варианты метода изложены в стандартах ISO 3210:2010 (он же – EN ISO 3210:2010 и он же – бывший EN 12373-7), а также ГОСТ 9.302-88 и ГОСТ 9.031-74.
- Стандарт Qualanod (01.01.2018)
- TALAT 5203.
- Tom Hauge, Hydro Aluminium, IHAA Symposium, 2014, New York.
Комплект АНОДНОЕ ОКСИДИРОВАНИЕ (АНОДИРОВАНИЕ) АЛЮМИНИЯ
(для анодирования технического алюминия, конструкционных, деформируемых и литейных сплавов)
NEW!
Комплект «АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ» используется для формирования на алюминии и конструкционных, деформируемых и литейных сплавах алюминия прочных бесцветных износостойких оксидных пленок, обладающих отличными механическими, диэлектрическими и антикоррозионными свойствами. В комплект «АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ» входят все необходимые химические реактивы и аксессуары, используемые для подготовки алюминиевой поверхности, проведения процесса анодного оксидирования иокрашивания анодированной поверхности (при необходимости).
В отличии от традиционных сернокислых электролитов анодирования, электролит, приготовленный с помощью комплекта «АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ», позволяет проводить процесс анодного оксидирования (анодирования) при комнатной температуре, в 2-3 раза большим выходом пленки по току и, за счет низкой агрессивности и низкой растворяющей способности электролита, позволяет формировать на поверхности алюминия и алюминиевых сплавов, анодно-оксидное покрытие большей толщины. При подготовке алюминиевой поверхности, для процесса химического обезжиривания используются эмульгаторы, способные разрушаться при возможной биологической очистке сточных вод.
Высокая адсорбционная способность анодных пленок позволяет окрашивать их органическими красителями, пропитывать светочувствительными солями, лаками, маслами, компаундами, что значительно расширяет области использования оксидированного алюминия. Самое интересное здесь это декорирование анодированной поверхности, окрашивание поверхности в различные цвета, с возможностью придания различных цветовых эффектов, например, путем нанесения на анодированную поверхность составов с добавлением эффектовых пигментов, позволяющих получать светящуюся в темноте, изменяющую цветовую окраску анодированную поверхность и т.д.
Проведение заключительного этапа уплотнения пор анодированной поверхности с использованием уплотняющего реактива, позволяет проводить процесс наполнения или уплотнения более эффективно, чем при обычном кипячении в воде. Использование реактива “уплотнитель” позволяет предотвратить появление разнотонности при окрашивании анодированной поверхности и придает анодированному покрытию более высокую цветовую стойкость, и более высокое антикоррозионные свойства.
Этапы технологического процесса:
ХИМИЧЕСКОЕ ОБЕЗЖИРИВАНИЕ → ТРАВЛЕНИЕ → ОСВЕТЛЕНИЕ → АНОДНОЕ ОКСИДИРОВАНИЕ* → ОКРАШИВАНИЕ (при необходимости) → УПЛОТНЕНИЕ
*Для получения блестящей анодированной поверхности, после химического обезжиривания и осветления, проводится этап электрохимической полировки (этап травления не проводится)
| АНОДИРОВАНИЕ АЛЮМИНИЯ | ||||
| СТОИМОСТЬ АНОДИРОВАНИЯ | СЕБЕСТОИМОСТЬ АНОДИРОВАНИЯ | |||
| Москва / Санкт Петербург | Комплект на 15 л | Комплект на 30 л | Комплект на 50 л | |
| 33-42 руб./дм2 | 33-45 руб./дм2 | ~ 7 руб./дм2 | ~ 5.5 руб./дм2 | ~ 4.5 руб./дм2 |
Удельная норма расхода реагентов при анодировании 1 кв. метра: реагент “АНОДНЫЙ ОКСИДАНТ” – 6-7 г; реагент “АНОДИРУЮЩИЙ РАСТВОР” – 90-95 мл. Используя комплект “АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ” на 15 литров можно анодировать детали, площадью около 20 кв. метров.
Сопутствующие комплекты
- Твердое анодирование алюминия
- Анодное оксидирование алюминия
- Красители для анодирования
- Хроматирование алюминия
- Эматалирование алюминия
- Электрополировальный состав
Рекомендуемые источники тока
- Комплект на 5 литров: UNIV-20A/24В
- Комплект на 15 литров: UNIV-20A/24В, UNIV-50A/24В
- Комплект на 30 литров: UNIV-20A/24В, UNIV-50А/24В
- Комплект на 50 литров: UNIV-100А/24В, UNIV-200А/24В
Для плавного повышения напряжения, при проведении процесса анодного оксидирования, используются источники тока (выпрямители), оснащенные таймером напряжения.
Что такое анодированная металлическая поверхность
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.







![Анодирование алюминия в домашних условиях [своими руками]](https://efimovfree.ru/wp-content/uploads/b/0/a/b0adc40f6d86cb6f37fa1536369a9dc2.jpeg)

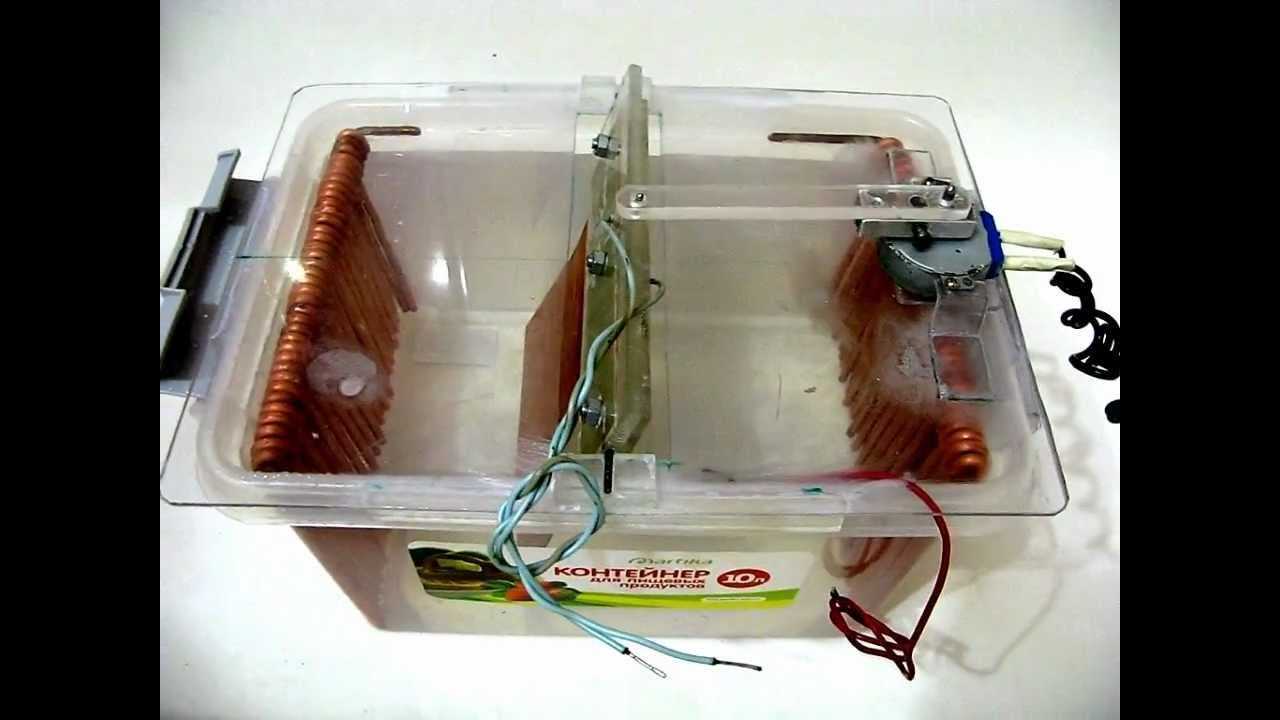
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
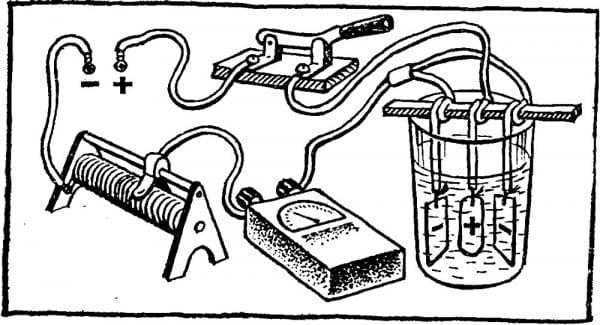 Схема процесса анодирования в домашних условиях
Схема процесса анодирования в домашних условиях
- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению. Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Меры предосторожности и советы по технике выполнения
Чтобы анодирование металла прошло эффективно и безопасно, необходимо придерживаться таких простых советов:
Анодирование нужно проводить в защитных перчатках
- во время работы желательно использовать специальные перчатки, очки, маску, что защитит организм от вредных испарений;
- в качестве емкости для проведения химической реакции подойдет любая пластиковая тара или старая эмалированная ванна без сколов;
- толщина кабеля должна подбираться с учетом силы производимого тока;
- чтобы придать стали насыщенный черный цвет, применяется нитрат натрия. Рабочая температура раствора – +100–140°С.
Видео по теме: Анодирование алюминия своими руками
Полезные статьи

Процесс хромирования металлических изделий в домашних условиях

Технология выполнения цинкования в домашних условиях

Вопрос №17 — Как происходит процесс твердого анодирования алюминия?
Преимущества анодированных поверхностей
- Выдающиеся антикоррозийные свойства. Оксидная плёнка надёжно защищает от обычной влаги и от большинства агрессивных сред.
- Прочность оксидной плёнки. Оксиды по своим прочностным физическим характеристикам в большинстве случаев прочнее металла, на котором они образованы.
- Непроводимость тока. Парадоксальным образом образованная на металле и из металла оксидная плёнка практически является диэлектриком – что находит своё применение в создании электролитических (оксидных) конденсаторов.
- Экологический аспект: при производстве посуды нанесённая на неё оксидная плёнка не даёт ионам металла переходить в пищу, не даёт ей подгорать, стенки и дно посуды приобретают устойчивость к большим перепадам температуры.
- Широкое использование анодированных поверхностей металла в дизайне. Применение в растворах электролита некоторых солей позволяет получать глубокие и насыщенные оттенки.
Общие сведения о технологии
Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».
Процесс анодирования алюминия
Насыщенные растворы готовят отдельно друг от друга следующим образом: в теплой воде растворяют соду и соль при интенсивном перемешивании, после насыщения растворов (соль и сода перестают растворяться и выпадают в виде осадка) им дают отстоятся в течение 10-15 минут и отфильтровывают в гальваническую емкость. Соотношение компонентов: на 9 частей раствора соды 1 часть раствора соли.
Качество оксидной пленки во многом зависит от степени правильно выполненной подготовки детали к нанесению покрытия (см. «Подготовка изделий к нанесению гальванических покрытий»). Деталь очищают от загрязнений, обрабатывают поверхность мелкой шкуркой и обезжиривают. В качестве раствора для обезжиривания подойдет ацетон.
В качестве гальванической ванны в данном случае лучше использовать емкость достаточного объема из алюминия. К емкости подключаем отрицательную клемму источника тока – она будет выполнять роль катода. Анодом является сама обрабатываемая деталь (положительная клемма источника тока). Если нет подходящей алюминиевой емкости можно использовать стеклянную емкость. В этом случае потребуются алюминиевые пластины или полосы, которые должны располагаться по периметру емкости, желательно дно емкости также покрыть алюминием. Погруженная в гальваническую ванну деталь не должна соприкасаться с катодами, необходимо выдержать расстояние не менее 15 мм.
В качестве источника постоянного тока можно использовать обычный выпрямитель или аккумулятор. Для регулировки силы тока подключаем резистор.
Далее необходимо рассчитать площадь поверхности обрабатываемых деталей (см. «Расчет площади поверхности сложных деталей», «Пример расчета площади поверхности сложной детали»). Ток анодирования задаем в пределах 10-20 мА на квадратный сантиметр площади поверхности детали.
Процесс анодирования продолжается полтора часа. Поверхность алюминиевой детали покрывается ровной серо-голубой пленкой. По окончании процесса извлекаем деталь из емкости, промываем под струей воды, затем очищаем поверхность детали раствором марганцовки с помощью ватного тампона, снова промываем и сушим.
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.


Стоит отметить, что таким анодированием покрывают металлы на промышленных предприятиях. Особо прочный тип покрытия реально получить при твердом типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.
Это интересно: Виды гидроизоляционной обработки фундамента (видео)
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.
Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.
Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Общие сведения об анодировании (анодном оксидировании) алюминия.
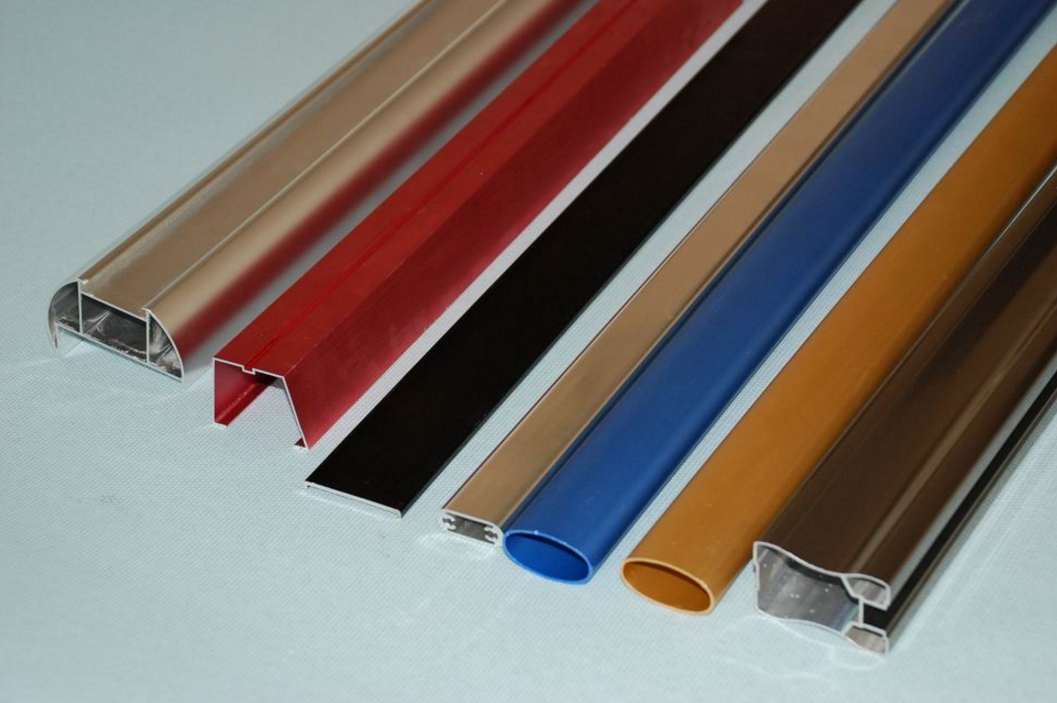
Поверхность алюминия и его сплавов ввиду склонности к пассивации постоянно покрыта естественной окисной пленкой. Толщина пленки зависит от температуры окружающей среды и составляет обычно 2-5 нм. Коррозионную и механическую прочность алюминия можно увеличить в десятки и сотни раз, подвергая его электрохимическому оксидированию (анодированию). Примеры анодированных деталей приведены на рисунке 1.
Анодирование — это процесс получения из алюминия оксидной пленки электрохимически из водных растворов. Плотность такого покрытия составляет 2,9-3,8 г/см3, в зависимости от режима получения.
| Обозначение | Ан. Окс — анодирование металла без дополнительных требований;
Ан. Окс. нв — анодирование алюминия с наполнением в воде; Ан. Окс. нхр — анодирование с наполнением в растворах хроматах; Ан. Окс. (цвет красителя) — анодирование с наполнением в красителе, пример — Ан.окс.ч; Аноцвет — цветное анодирование, полученное непосредственно из ванны анодирования; Ан. Окс. тв — твердое анодирование; Ан. Окс. из — электроизоляционное анодирование; Ан. Окс. эмт — эматаль; Ан. Окс. эмт. (цвет красителя) — эматаль с наполнением в красителях, пример — Ан.окс.эмт.ч; Ан. Окс. хр — анодирование из хромовокислого электролита. |
| Оптимальная толщина покрытия | 6-40мкм (возможна и большая толщина) |
| Микротвердость (зависит от марки сплава алюминия) | 1960-2450 МПа — Д1, Д16, В95.
2940-4900 МПа — А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц. 4900 МПа — для эматалиевого покрытия. |
| Удельное электрическое сопротивление при 18оC | 1012 Ом⋅м |
| Допустимая рабочая температура | 100о C (возможно увеличение при наполнении красителями) |








Анодно-оксидные покрытия разделяют на следующие группы:
• защитные (9-40 мкм) — предъявляются требования только по коррозионной стойкости;
• защитно-декоративные (9-40 мкм) — важна не только коррозионная стойкость, но и внешний вид (сюда же можно отнести цветные и окрашенные покрытия);
• твердые (обычно >90 мкм) — в первую очередь нужна повышенная микротвердость поверхности. Могут также выполнять функцию электроизооляционных);
• электроизоляционные (40-90 мкм) — оценивается величина пробивного напряжения;
• тонкослойные (до 9-15 мкм) — используются, как правило, под окраску, либо для сохранения глянца поверхности после покрытия;
• эматаль.
• покрытия с комбинированными свойствами.
Рисунок 1 — Анодирование металла. Примеры.
В качестве электролитов при анодировании применяются:
• Малоагрессивные фосфорная, лимонная, борная кислота; • Агрессивные серная, сульфосалициловая кислота, хромовый ангидрид.
Анодирование металла всегда идет при повышенном напряжении, чаще всего от 12 до 120 В. Иногда напряжение может достигать огромных для гальваники значений — до 600В.
Выделяющиеся на аноде продукты реакции могут:
• полностью растворяться (покрытие не образуется);
• создавать на поверхности металла прочно сцепленное тончайшее (десятки нанометров) компактное электроизоляционное оксидное покрытие;
• частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни микрометров.
После анодирования пористое покрытие может оставаться «как есть», уплотняться в воде, либо наполняться. В первом случае покрытие прекрасно подходит под нанесение лакокрасочных материалов и оклеивание. Во втором покрытие сохраняет серебристый цвет и становится более коррозионно-стойким. В третьем случае покрытию можно придать цвет без нанесения лакокрасочных материалов. Подробнее об этом написано в разделе 6.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
Подготовка раствора
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Любые способы
Провести процесс оксидированной обработки стали в бытовых условиях можно двумя вариантами. Любой из них имеет собственные преимущества и недостатки.
Тёплый способ
Намного более не тяжелый процесс с целью проведения собственными руками. Удачно течет при температуре 20 градусов, во время использования органической краски, дает прекрасную возможность создавать необычайно прекрасные вещи. Для данной цели можно применять как готовые краски, так и аптечные красители (зеленку, йод, марганец).

Твёрдое анодирование по этой технологии получить не удастся, оксидная пенка получается хрупкая, даёт слабую защиту от ржавчины, легко повреждается. Однако, если сделать окрашивание поверхности после такой методики, то сцепление (адгезия) покрытия с основой будет слишком высокой, нитроэмали или остальные краски будут держаться прочно, не облезут, обеспечивают большую степень защиты от ржавчины.
Холодный способ
Данная методика при выполнении в бытовых условиях требует внимательного контроля за температурой, позволяя ее колебания от –10 до +10°C (комфортная температура с целью проведения электрохимической реакции согласно уравнению – 0°C). Именно при подобном режиме температур анодная и катодная поверхностная обработка течет очень полно, потихоньку создавая прочную защитную оксидную пленку. Это дает возможность домашнему мастеру собственными руками провести твёрдое анодирование, обеспечив стали самую большую защиту от ржавчины.

По данной методике можно создать гальваническое напыление, нанёсши на изделие медь, хром или золото, рассчитав силу тока по особым уравнениям. После подобной отделки повредить деталь или диски из стали очень тяжело. Защита от ржавчины эффектно действует на протяжении долгого времени даже при контакте с морской водой, может применяться для увеличения служебного срока подводного снаряжения.








Небольшим минусом служит то, что краска на данной поверхности не удерживается. Чтобы придать металлу цвета применяется метод напыления (медь, золото) или электрохимическое изменение цвета под влиянием электротока (сила тока и плотность электролита высчитываются по специализированному уравнению).
Чем обладает анодированный профиль для светодиодной ленты?
Одной из причин уменьшения срока службы металлических изделий, в том числе изделий из алюминия, является коррозия. Это повреждение защитной пленки, которая образуется при контакте металла с кислородом, ведущее к окислению металла и постепенному его разрушению.
Если обработать металл методом анодирования, он становится устойчивым к коррозии и агрессивному воздействию внешних факторов. Оксидная анодированная пленка обеспечивает алюминию несколько преимуществ:
- Высокие защитные свойства от внешних воздействий, в том числе механических;
- Ровную и однородную поверхность, что делает изделия более эстетичными;
- Защитная пленка надежно держится на поверхности, без отслаивания и появления трещин;
- Покрытие устойчиво к солнечным лучам;
- Нет специальных требований к уходу за анодированным изделием;
- Мелкие повреждения (царапины и полосы) на поверхности становятся незаметными;
- Анодирование позволяет выбрать толщину защитной пленки, желаемый оттенок поверхности, а также матовый или глянцевый эффект;
- Изделия из анодированного алюминия могут устанавливаться в местах с повышенной влажностью, в том числе на улице.
Анодированный профиль для светодиодной ленты выглядит благородно и эстетично, что позволяет ему стать гармоничной деталью даже самого респектабельного интерьера. Высокая прочность и надежность покрытия обеспечивают долговечность и практичность самих осветительных конструкций.
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции
С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Особенности холодного анодирования
Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Слой, расположенный со стороны металлической поверхности, увеличивается, а с наружной стороны практически полностью растворяется. При этом технология нуждается в хорошем охлаждении элементов, лишь в этом случае можно добиться высококачественного результата. Покрытие в итоге получится очень износоустойчивым и твердым. К примеру, подводным ружьям, поверхность которых была подвержена холодному анодированию, будет уже не страшна морская вода.
Единственный недостаток — невозможность применения натуральных красителей. Тут все зависит от веществ, входящих в состав обрабатываемого материала. Расцветка при обработке может изменяться от темной до зеленоватой.
Сначала деталь обезжиривается и фиксируется в специальном подвешивающем устройстве. Затем металлический сплав анодируют до тех пор, пока не появится плотный слой. После этого его промывают холодной или горячей водой. На финальном этапе слой укрепляют посредством проваривания в чистой воде.
Покраска алюминия анилиновыми красителями
Анодированные таким способом алюминиевые детали покрываем бесцветным лаком или окрашиваем в нужный цвет. Для покраски можно использовать органические или неорганические красители. Часто используют анилиновые красители. Раствор красителя содержит 15 г/л красителя, 1 мл/л уксусной кислоты. Деталь погружают в раствор, предварительно нагретый до 70-800С и выдерживают 10-15 минут. Чем больше время выдержки, тем более интенсивный оттенок и насыщенный цвет получит деталь. Затем деталь сушат и покрывают бесцветным лаком.
В промышленных условиях для окрашивания деталей из алюминия применяют цветное анодирование, при котором применяются специальные электролиты с добавками солей никеля, кобальта или олова. Такие электролиты позволяют получать широкую гамму цветов и оттенков – от светло бронзового до черного. В домашних условиях, анодирование по описанной выше несложной схеме и использование недорогих красителей позволяет добиться высоких декоративных качеств алюминиевой детали и обеспечить ее защиту от внешнего воздействия.
|