
Основные закономерности процесса химического меднения
Для протекания реакции восстановления необходимо присутствие в растворе достаточно сильного и активного восстановителя. Выбор возможных восстановителей тем шире, чем положительнее стандартный потенциал металла. Необходимым является также автокаталитический характер реакции восстановления, то есть способность образующегося металла катализировать восстановление. Это обеспечивает преимущественное осаждение металла на требуемой поверхности и получение компактного покрытия значительной толщины.
Степень автокатализа зависит и от природы металла, и от природы восстановителя. В отсутствие автокатализа реакция восстановления протекает во всем объеме раствора и приводит к образованию порошкообразного металла.
Движущей силой автокаталитического процесса восстановления является окисление восстановителя, эффективность действия которого может оцениваться по его окислительно-восстановительному потенциалу.
Для получения осадка металла в виде сплошного слоя разность между потенциалами восстановителя и восстанавливаемого металла не должна быть слишком велика, так как в противном случае происходит быстрое, иногда почти мгновенное, образование высокодисперсного продукта восстановления. Чтобы предотвратить быстрое протекание реакции, в состав растворов вводят лиганды, образующие достаточно прочные комплексы с ионами восстанавливаемого металла и приводящие к уменьшению разности потенциалов за счет сдвига редокс-потенциала пары ион металла — металл в более отрицательную область (табл. 1). Лиганды выполняют и другую функцию: они предотвращают образование гидроксидов металлов в щелочной среде.
Таблица 1. Нормальные окислительно-восстановительные потенциалы некоторых металлов в водных растворах при температуре 25 °С
Практически единственным восстановителем, используемым в растворах химического меднения, является формальдегид. Он доступен, дешев и позволяет получить медные покрытия при комнатной температуре. Восстановление меди формальдегидом является автокаталитическим процессом. Потенциалообразующая реакция для формальдегида следующая:
Величина потенциала в зависимости от рН при стандартных условиях описывается уравнением
Значения потенциала окисления формальдегида при различных значениях рН представлены в таблице 2.
Таблица 2. Зависимость потенциала окисления формальдегида от рН
Каталитическая реакция на поверхности меди протекает при комнатной температуре при рН > 10,0-10,5. Для начала этой реакции на активированной поверхности диэлектрика обычно необходимы более высокие значения рН: 11-11,5 при 1-2 моль/л СН20 и 12,0-12,5 при 0,1-0,5 моль/л СН20.
Основы хромирования
Современная технология химической металлизации позволяет использовать для разработки напыления специальные лакокрасочные материалы и реагенты. В результате этого покрытие будет блестеть и отражать окружающие предметы. Кроме того, именно металлизация химическая позволяет достичь высшей степени адгезии
Важно, что процесс нанесения покрытия осуществляется без помощи каких-либо едких веществ или взрывоопасных компонентов. Канцерогенные составляющие хромирования сводятся к абсолютному минимуму
Химическая металлизация не имеет ограничений по форме и размеру изделия. Также не требуется помещать предмет в жидкую кислотную среду или прибегать к сильному нагреву.

Подготовка поверхности к хромированию аналогична процессу перед нанесением краски. Благодаря этому зеркальные покрытия могут покрывать любые основы, но лучше, чтобы они были металлическими. Подобная химическая обработка не требует значительных денежных вливаний. Достаточно приобрести специальную установку и реагенты. В итоге владелец оборудования получит возможность наносить «серебряное зеркало» даже на пористые или органические материалы. Никакие другие технологии не смогут дать подобных результатов. На сегодняшний день хромирование составляет мощную конкуренцию прочим процессам металлизации.
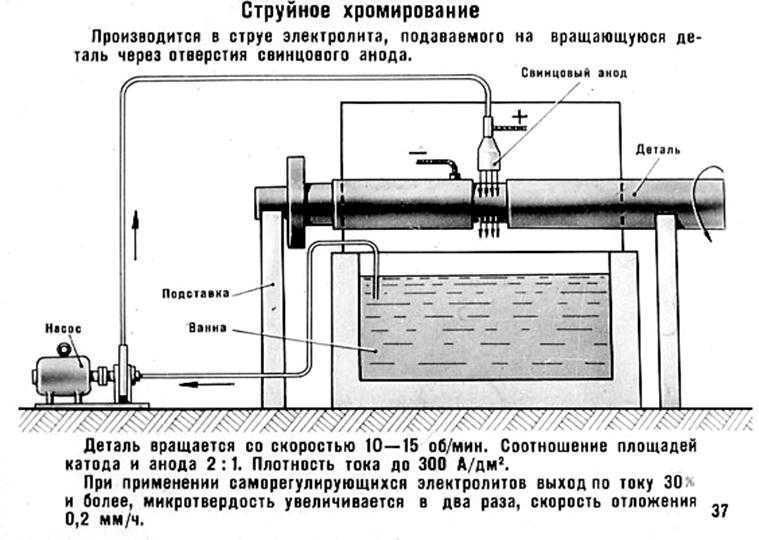
Технология химического хромирования
Следующим образом можно описать алгоритм хромирования, которое осуществляется путем гальванизации:
- Изделие для обработки помещается в специальную ванну, которая предварительно наполняется электролитическими растворами.
- После всё соединяется с источником тока, со знаком плюс.
- Любая заготовка на хромовой основе соединяется с отрицательным контактом у источника тока.
- Хромовая заготовка принимает на себя электричество. Он идёт в электролит, к дополнительному изделию. Далее происходит отделение ионов, составляющих хром. Их пропускает поверхность электролита, а потом принимает на себя используемая деталь. Набор с ними достать иногда бывает трудно.
- Ионы хрома оседают на поверхности, связываются с ней на молекулярном уровне. Итог – формирование слоя, дающего максимальную защиту.
Именно химическая разновидность металлизации способствует созданию самого надёжного защитного слоя.
Данная технология позволяет наносить на поверхность слой не только из хрома, но и из других металлов, включая: алюминий, серебро, цинк. Установка для химической металлизации остаётся одной и той же
Важно использовать подходящий источник тока, тогда и скорость процесса для хромирования деталей будет соответствующей
Но надо помнить о том, что процесс химической металлизации предполагает выделение вредных для здоровья человека веществ. Потому для проведения процедуры в бытовых условиях надо использовать только нежилые помещения. Личные средства защиты также не будут лишними.
Статья по теме: Особенности и технология проведения химического хромирования
Составы растворов химического меднения
Разработано много рецептов растворов химического меднения с формальдегидом в качестве восстановителя. В общем виде состав этих растворов следующий :
- соль меди (II) — 2-600 (чаще 20-150) ммоль/л;
- донор лигандов — в 1-4 раза больше, чем содержание Сu (II); СН20 — 30-400 моль/л;
- щелочь — до рН = 11-14;
- отношение концентраций CH20/Cu (II) — 1-50 (чаще 3-12);
- стабилизатор и другие добавки.
Из солей меди наиболее часто используют сульфат меди, но можно применять нитрат, хлорид, карбонат, тартрат, глюконат.
В качестве донора лигандов используют тартраты (тартрат натрия-калия, так называемая сегнетова соль, или соль Рошеля), этилен-диаминтетраацетат (ЭДТА, или трилон Б). Лиганды связывают медь (II) в комплексы и таким образом удерживают их в щелочном растворе.
Формальдегид в раствор химического меднения обычно вводят в виде водного раствора — формалина. В растворах меднения можно применять параформ, триоксан, полио-ксиметиленгликоли, которые в щелочных растворах распадаются с образованием СН20.
1 Химический способ хромирования
Хромирование – это процесс нанесения хрома на металлическое изделие. Такая обработка позволяет существенно изменить или улучшить физико-химические характеристики поверхности детали, инструмента, иного объекта, а также придать последним привлекательный внешний вид. Поверхность хромированных изделий обладает высокой стойкостью к коррозии, жаростойкостью, износостойкостью, более технологичными электромагнитными и механическими свойствами.
Наиболее распространенными способами нанесения хрома являются электролитический и диффузионный. Химическое хромирование производится с помощью водных растворов при определенной температуре, в отличие от первых двух способов, не требует специального оборудования и позволяет получить необходимое покрытие для изделий любой формы на всей их поверхности, даже в полостях.

В основе этого процесса лежит химическая реакция, во время которой хром восстанавливается из растворов своих солей посредством гипофосфита натрия и ряда других химреактивов, а затем осаждается на металлическую поверхность. Именно наличие гипофосфита натрия во всех смесях, применяемых при химическом нанесении хрома, является главным отличием от любого состава химраствора хромирования установкой для электролитического способа получения такого покрытия.











При химическом методе получают слой хрома, который первоначально имеет серый цвет и приобретает требуемый блеск после полирования. Химический способ, по сравнению с электролитическим и диффузионным, позволяет нанести более качественное хромовое покрытие, в котором присутствует фосфор, значительно увеличивающий его твердость.
Метод химического хромирования
Химическое хромирование, в отличие от гальванического, не использует соляную кислоту.
Хромсодержащий реагент растворяется в дистиллированной воде с добавлением гипофосфита натрия.
В ходе химической реакции гипофосфит натрия восстанавливает хром из его соли, выделившийся хром осаждается на обрабатываемую поверхность.
Содержащийся в растворе фосфор частично попадает в наносимый слой хрома, способствуя его укреплению, приданию дополнительной прочности.
Несомненными преимуществами данного способа перед каталитическим являются уменьшение вредного воздействия на окружающую среду и людей, облегченное нанесение пленки из хрома на внутренние поверхности изделия.
Видео:
Также можно отметить меньшую затратность этого метода, что делает его доступным для самостоятельного применения.
Образовавшееся при такой обработке покрытие первоначально не имеет характерного блеска металла, оно будет матовым серого цвета, поэтому в финале покрытые поверхности нужно тщательно отполировать.
Использование в автомобилях [ править ]
Самые яркие декоративные элементы, прикрепляемые к автомобилям, называются «хромом», что означает сталь, подвергшуюся нескольким процессам гальванизации, чтобы выдержать перепады температуры и погодные условия, которым подвержен автомобиль на открытом воздухе (хотя этот термин затем был передан для обозначения любых похожих на вид блестящие декоративные автозапчасти, в том числе серебристые пластиковые накладки, в повседневной терминологии. Тройное покрытие — самый дорогой и долговечный процесс, который включает покрытие стали сначала медью, а затем никелем перед нанесением хромирования.
До применения хрома в 1920-х годах применялось гальваническое покрытие никелем . За короткий период производства до вступления США во Вторую мировую войну правительство запретило нанесение покрытия для экономии хрома, и производители автомобилей раскрасили декоративные элементы в дополнительный цвет. В последние годы Корейской войны США подумывали о запрете хрома в пользу нескольких более дешевых процессов (таких как покрытие цинком, а затем покрытие блестящим пластиком).
В 2007 году была издана Директива об ограничении использования опасных веществ (RoHS), запрещающая использование нескольких токсичных веществ в автомобильной промышленности в Европе, включая шестивалентный хром, который используется при хромировании. Однако хромирование является металлическим и не содержит шестивалентного хрома после ополаскивания, поэтому хромирование не запрещено.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.Весь процесс можно разделить на несколько этапов, которые заключаются в:
Очистке.
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
Помещении в ванну с подготовленным раствором.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования.
| Компоненты | Составы электролита, г/л | ||
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали.
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома, 39 % глинозема,
1 % йодистого аммония |
1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома, 29 % глинозема,
1 % йодистого аммония |
1100–1150 | 5–10 | 0,02–0,03 |










Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода H2О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
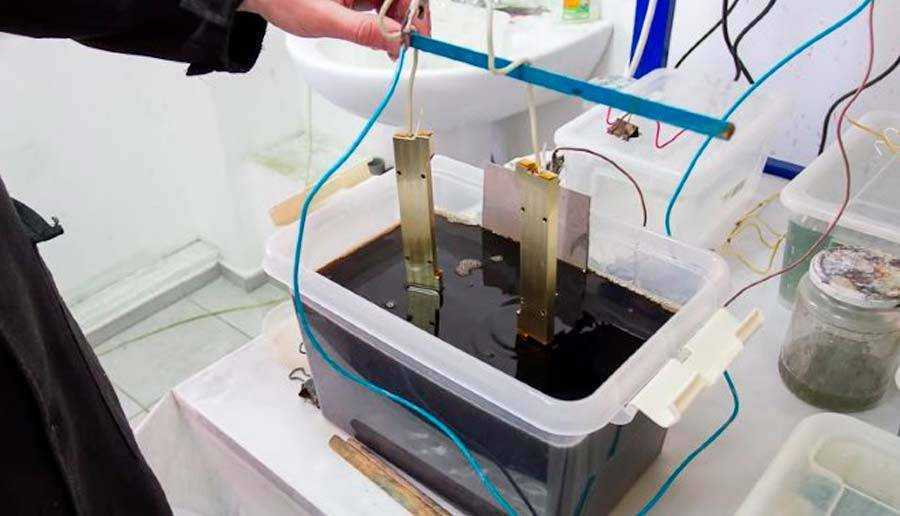
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.
Схема электрохимического устройства
Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.
Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.
‘Хромирование’ диска в золото
Как с помощью технологии декоративного хромирования, с имитировать золотое зеркало, по оттенку не чем не уступающее настоящему золоту. Как это видно на конечном результате. Преимущество этого способа перед настоящем золочении в том, что эта технология более простая и доступная. Для примера взял обычный автомобильный диск штампованный. В самом начале, это конечно подготовка поверхности к нанесению базового лака. Это стандартная процедура подготовки к окраске поверхности. Замываем шкуркой с водой, зернистостью не менее 800. Шкурим тщательно все места, не чего не пропуская. В конце хорошо промываем водой с губкой. Следующий этап нанесение базового лака, на которой будет наноситься зеркало. На сколько ровно будет нанесён лак, будет зависит как качественно будет выглядеть зеркало. Поэтому не какая шагрень, ни какие пылинки или кратеры не допустимы. Лаковый слой должен быть гладкий как стекло. Первым делом, обезжириваем поверхность обезжиривателем бензин галоша или нефрас по другому называется.
Полная версия статьиКатегория: Декоративное хромирование
Особенности химического хромирования
Процесс химического хромирования, в сравнении с другими разновидностями, не требует использования каких-либо специальных сложных приспособлений. Помимо этого, такой метод позволяет легко хромировать металл любой формы и размеров, даже с большим количеством мелких элементов. Все что нужно для проведения подобной работы – это несколько специальных растворов и соблюдение заданного температурного режима.
Основой хромирования является реакция, при которой хром восстанавливается из растворов собственных солей под влиянием различных химических реагентов. После чего хром равномерно распределяется по поверхности. Помимо этого, хромирование позволяет добиться таких результатов:
- улучшение декоративных качеств материала;
- повышение коррозийной устойчивости изделия;
- увеличение твердости, износоустойчивости, прочности и других параметров.
Процедура химического хромирования позволяет добиться более качественного результата, чем электролитическое. Это достигается благодаря присутствию фосфора, который придает дополнительную прочность обрабатываемой поверхности.
Диффузный метод гальванической обработки
 Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска. Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
- Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.
- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.
Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.
1 Особенности металлизации хромированием
Несмотря на цивилизованность современного человека, он, как и его предки много веков назад, любит красивые блестящие вещи. Блестящие детали кузовов автомобилей и мотоциклов, хромированные аксессуары в ванных комнатах и кухнях, золоченые и посеребренные статуэтки, оцинкованные покрытия домов — эти красивые вещи становятся с каждым годом все востребованнее.
Процесс металлизации, в зависимости от наносимого металла, бывает таким:
- покрытие цинком;
- хромирование;
- алитирование, нанесение алюминия.
Металлизация цинком применяется для улучшения антикоррозийных характеристик стальных и металлических изделий и конструкций, что увеличивает их срок службы.

Алитирование применяют для придания высоких антикоррозионных свойств оборудованию, работающему при высоких (до 900 °С) температурах. Это детали и механизмы, используемые для крекинга газа и нефти, элементы газовых турбин, печная арматура и другое оборудование.
Хромирование металлических и других поверхностей применяют для получения красивых декоративных покрытий. С помощью технологии металлизации хромом устраняют небольшие дефекты на поверхностях деталей и улучшают свойства основного материала. Улучшаются следующие характеристики:
- повышение антикоррозийных свойств;
- увеличение твердости металла;
- улучшение защитных характеристик от эрозии;
- повышение жаропрочности;
- усиление износостойкости;
- улучшение внешнего вида;
- возможность получения покрытий с заданными характеристиками.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.






Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска – из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен – переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия – высокая температура раствора, низкий ток.
- Хромировка отваливается – нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях – это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование



