Устройства и инструменты
Прежде чем приступать к анодному окислению, следует подготовить следующее оборудование и инструменты, которые потребуются для выполнения работы:
- фольга из алюминия;
- перчатки резиновые;
- пластиковый контейнер для размещения металлического изделия;
- батареи 9В (от 1 до 8 шт.);
- изолированный кабель (около полутора метров);
- электролитный раствор;
- ложка;
- органический растворитель;
- стакан из пластика;
- клещи;
- устройство, предназначенное для зачистки кабелей.
Установки для анодирования металлов и их конструктивные особенности
Любая крупная установка для анодного окисления – это достаточно непростой комплекс, включающий в себя электрическое, химическое и механическое оборудование. При его выборе следует учитывать ряд значимых моментов:
- Самые высокие эксплуатационные затраты приходятся на процедуры разгрузки, а также загрузки. И именно это делает анодное окисление весьма трудоемкой процедурой.
- Максимальную пропускную способность установка для анодирования определяет мощность выпрямител постоянного тока, при помощи которого и производится анодное окисление. Чаще всего используется выпрямитель с мощностью 25 Ватт. Хорошо, если установка имеет бесступенчатую регулировку напряжения под нагрузкой от нуля до максимального показателя, а также автоматическую функцию возвращения напряжения по окончании цикла в ноль. Качественное анодное окисление предполагает наличие оксидной пленки на поверхности металла. В самом начале процесса анодирования пленка относительно тонкая и имеет маленькое сопротивление. Соответственно, для того, чтобы поддерживать плотность тока достаточно небольшого напряжения. В процессе наращивания толщины оксидной пленки ее сопротивление возрастает, соответственно ток падает. Для того, чтобы на протяжении всей процедуры поддерживалась одинаковая плотность тока, напряжение нужно постепенно и плавно увеличивать. И именно здесь бесступенчатая регулировка напряжения установки для анодирования окажется весьма к месту.
- Контакты между пластинами и шинами предполагают точность конструкции. Поэтому желательно по концам ванн анодирования установить гибкие контактные площадки (например, из меди)
Оксидирование металла

Оксидирование представляет собой особый вид процедуры покрытия металлического материала оксидной пленкой. В результате данного процесса на металлической поверхности появляется тонкая пленка, которая выполняет барьерную функцию. Она защищает материала от попадания воздуха и влаги.
Оксидирование металла является одним из самых действенных методов для его защиты от образования на поверхности ржавчины. Пленка покрывает его достаточно плотным слоем. После проведения процедуры все процессы окисления металла полностью прекращаются. В итоге изделия, которые обработаны методом оксидирования, служат дольше и сохраняют свои привлекательные внешние качества на долгие годы.
Данная процедура обработки разных видов изделий применяется не только для того, чтобы защитить металлические изделия от коррозии. Данная ее функция известна многим. Однако в некоторых ситуациях она используется для того, чтобы придать металлическому изделию декоративные качества.
Сегодня процедуре оксидирования подвергаются многие виды металлов.
В связи с этим выделяют:
Оксидирование алюминия
Данная процедура встречается достаточно частою. Для нее используется:
В результате после обработки металл получает небольшой слой оксидной пленки, которая обладает отличными защитными качествами.
Сама процедура не отнимает много времени. Она проводится после предварительной подготовки металла. Его поверхность должна быть чистой и обезжиренной, чтобы оксидная пленка имела лучшее сцепление с алюминием.
Для алюминия применяется еще технология под название цветное оксидирование алюминия. Благодаря этому на поверхности металла образуется пленка определенного цвета. Этот процесс носит декоративный характер. Эффект от этого метода длится достаточно продолжительный период времени.
Оксидирование стали

Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Химическое оксидирование стали
Для обработки стального материала применяется химический вид оксидирования. Он заключается в том, что сталь погружается в специально приготовленный кислый раствор, который способствует образованию на поверхности стали оксидную пленку. Она обладает небольшой толщиной. Однако у нее высокий уровень прочности.
Перед тем, как металл будет обработан оксидирующим веществом, его тщательным образом подготавливают. Для этого используются специальные средства для удаления загрязнений и жирной пленки.
Оксидирование титана
Как известно такой металл, как титан и его сплавы обладают низким уровнем износостойкости. Для того чтобы металл приобрел прочность и твердость применяются разные методы. Одним из них является оксидирование. Благодаря нему на поверхности металла появляется защитная пленка, которая увеличивает прочность титана в разы.
Таблица 1. Оксидирование металла — подготовка поверхности.
| Состав и режим | Номер раствора | ||
| 1 | 2 | 3 | |
| Состав, массовая доля, % | |||
| серная кислота (плотность 1,8 г/см3) | — | 90—92 | 20—30 |
| азотная кислота (плотность 1,4 г/см3) | 95-97 | 5-6 | 40—60 |
| фтористоводородная кислота или ее соли | 3-5 | 0,5—1 | 10—12 |
| Рабочая температура, К | 290—300 | 290—300 | 290—300 |
| Выдержка, мин | 0,1—0,2 | 1—2 | 0,2—0,3 |
Оксидирование в домашних условиях
Процедуру можно произвести и в домашних условиях, при этом качество покрытия ничем не будет уступать заводским или фабричным аналогам. Воронением может заняться любой человек, у которого есть в наличии щелочь и окислитель. С помощью таких компонентов производится самое элементарное химическое оксидирование.
Статья по теме: Особенности железного сурика и область применения
Естественно, оксидированный в домашних условиях материал будет уступать своими защитными характеристиками, но значительно повысится его устойчивость в сравнении с первоначальными условиями. Кроме основных особенностей и эстетическая составляющая может значительно пострадать.

Алгоритм домашней обработки:
- Сначала поверхность изделия полируется. Нужно убрать все инородные проявления и налет. Очистка должна быть тщательной и равномерной.
- Производится декопирование с помощью раствора серной кислоты. Лучше использовать 5%-й состав. Изделие помещается в раствор на одну минуту.
- Необходимо вытащить деталь из кислоты и промыть ее в кипяченой, слегка теплой воде. Процедуру при необходимости проделать несколько раз.
- После производится пассирование. Деталь помещается в воду с небольшим количеством хозяйственного мыла. Прокипятить изделие в течение нескольких минут.
- В эмалированную посуду, которая не имеет никаких нарушений поверхности, заливается вода. Сюда добавляется примерно 50 грамм едкого натра.
- Аккуратно уложить изделие в емкость так, чтобы она была полностью покрыта раствором. Нагреть содержимое до 150 градусов. Кипячение производится около двух часов. Может потребоваться и больше времени. Все зависит от температуры нагрева. Только потом завершается процесс обработки.
- Далее нужно выложить изделие на ровную поверхность и дать ему остыть. Желательно ограничить площадь соприкосновения элемента с поверхностью. Если изделие поменяло цвет, то металл поддался воронению.

Оксидированные детали существенно изменяют внешний вид и характеристики. Такое воронение соответствует химическому типу покрытия, которое наносится в заводских условиях.
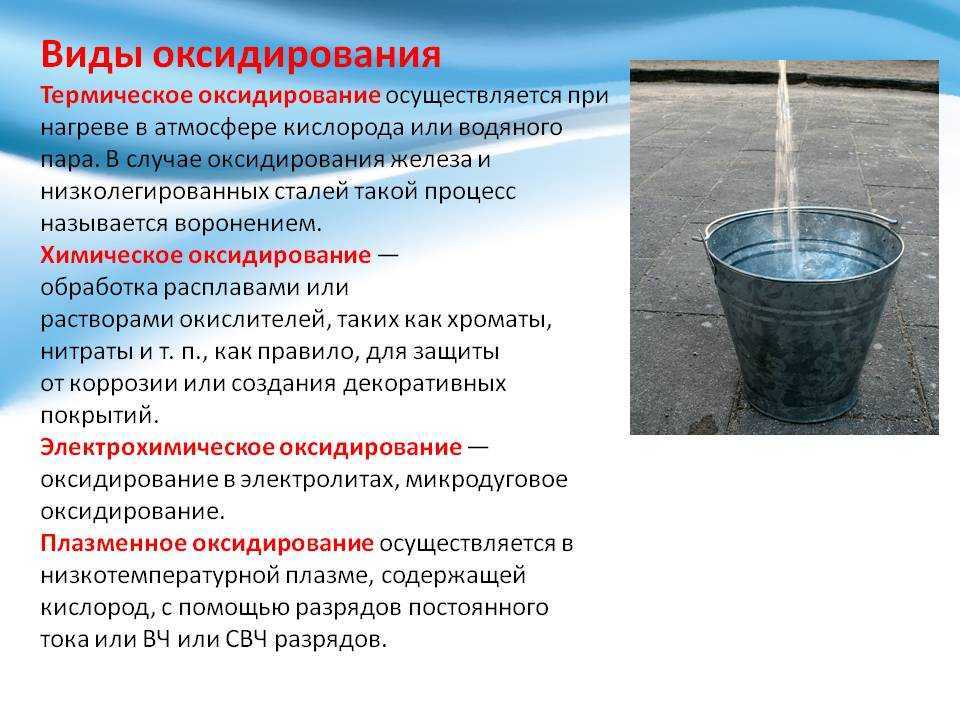
Термическое оксидирование
Представим таблицу с некоторыми сплавами, которые наиболее часто подвергают оксидации:
| Название | Температура, °с | Особенности, назначение, использование |
| Низколегированные стали или железо | 300-350 | Второе название – воронение. Очень распространенный способ, основная его задача – декоративная металлообработка, так как деталь приобретает черный (вороной) цвет. Пример применения – создание стрелкового оружия. Еще одно преимущество – исходные размеры сохраняются, потому что оксидная пленка образуется очень тонкая, не более одного-полутора микрона. |
| Легированные стальные элементы | до 700 | Нанесение состава занимает продолжительный период – не менее 1 часа. |
| Железоникелевые магнитные сплавы | 400 – 800 | Процесс длится на протяжении 0,5 – 1,5 часов. Возникает слой, который считается диэлектриком, поэтому от просто необходим при создании электрических полупроводников. |
| Кремний | 800 – 1200 | Процедура имеет название термокомпрессионной. Она проходит под большим давлением до 107 па. Подвергаемые ей изделия необходимы в электронике. |
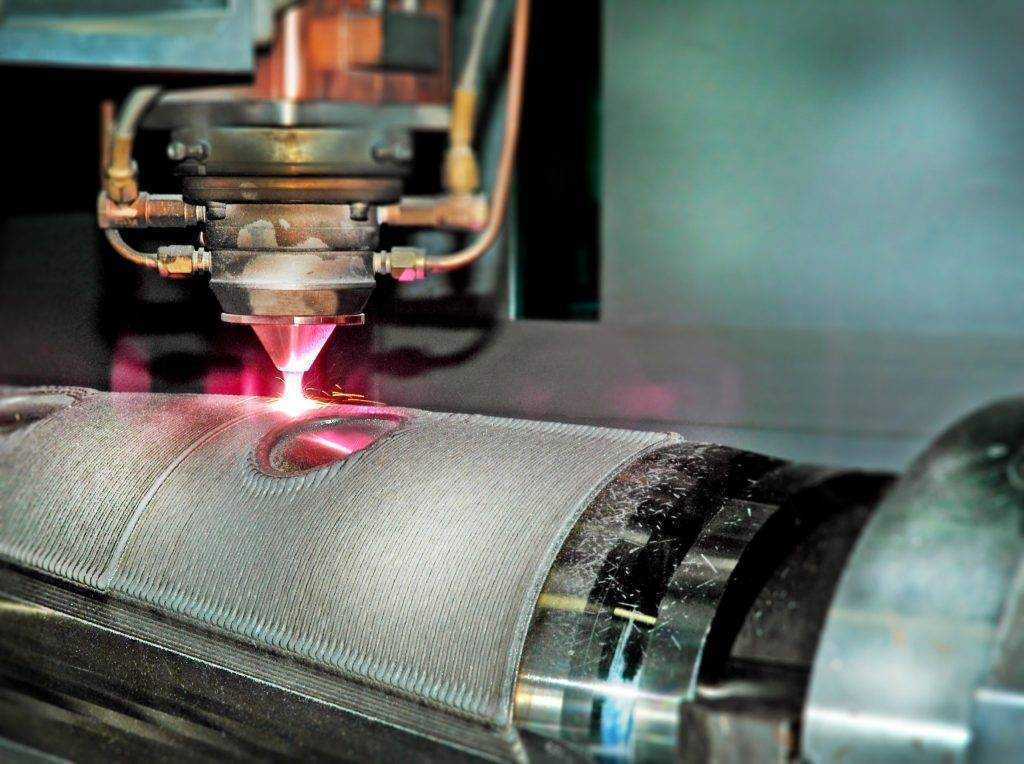
Импульсное лазерное излучение
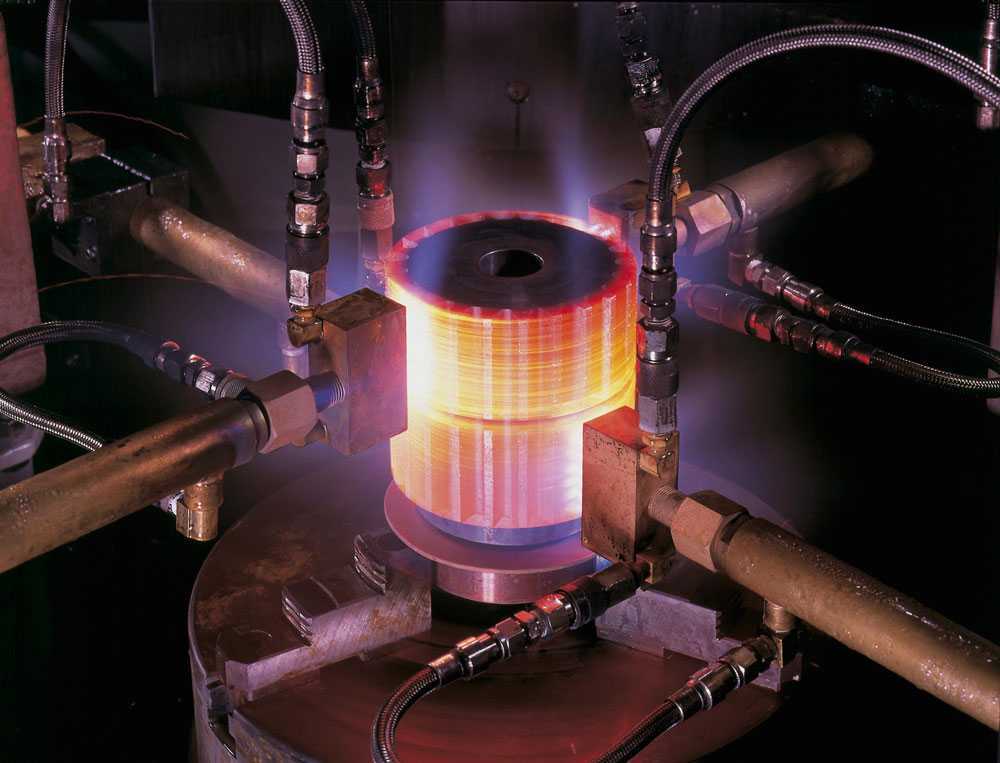
Когда нагрев происходит не в печи, как при термическом методе, а с помощью лазера, то результат получается хороший, хоть и процесс – более трудный. До настоящего момента проводятся исследования, какие материалы как следует подвергать воздействию луча, но одним из вариантов является импульсы – то есть короткая подача потока на участок с постепенным смещением головки установки.
Непрерывное излучение
В таком случае обрабатываются только прочные стали, которые не боятся перегрева под постоянным воздействием. На зону направляется луч, который непрерывно перемещается по всей области оксидирования. Соответственно, нагрев получается очень значительный.
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
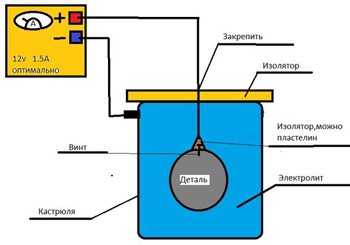
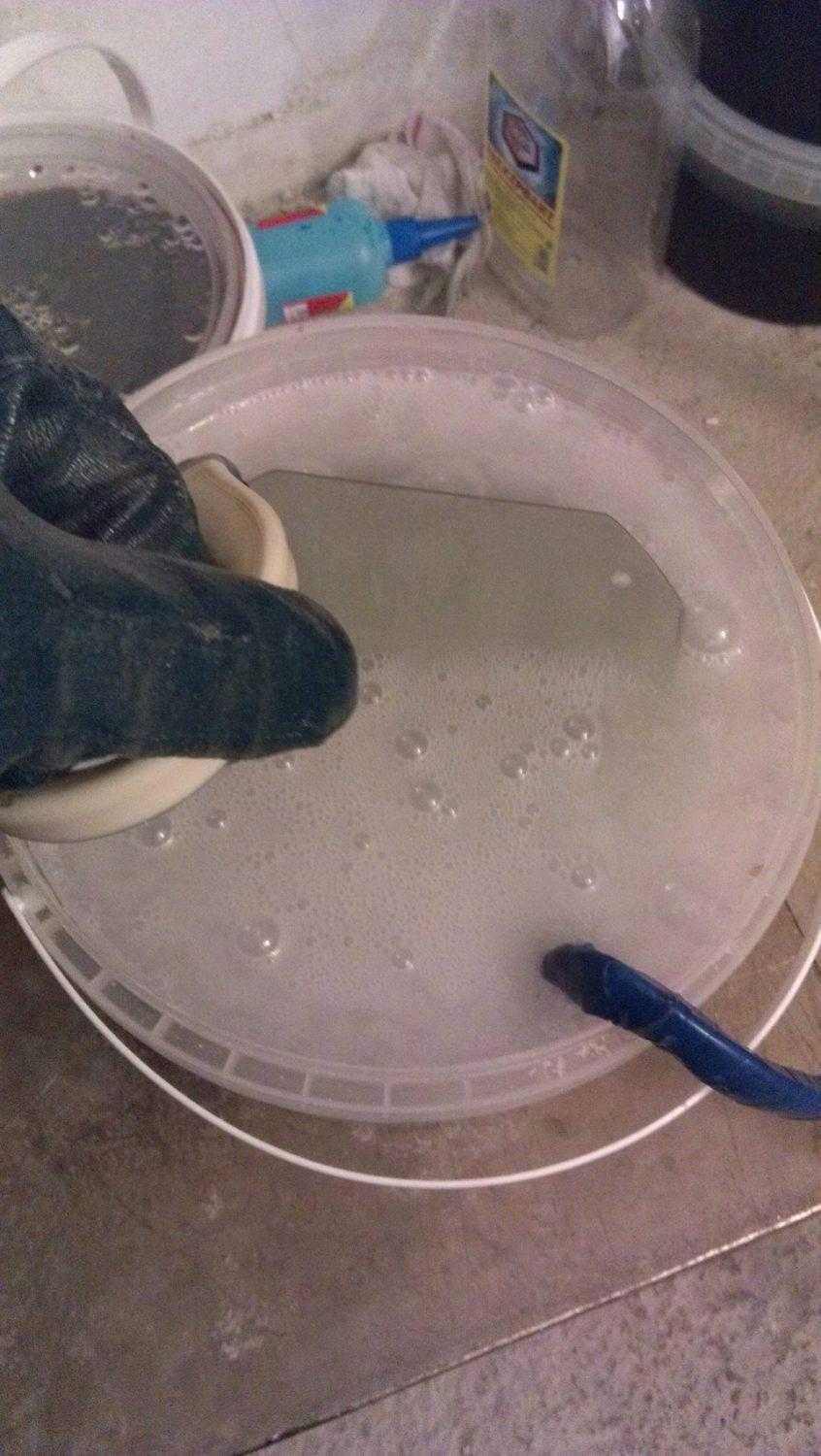
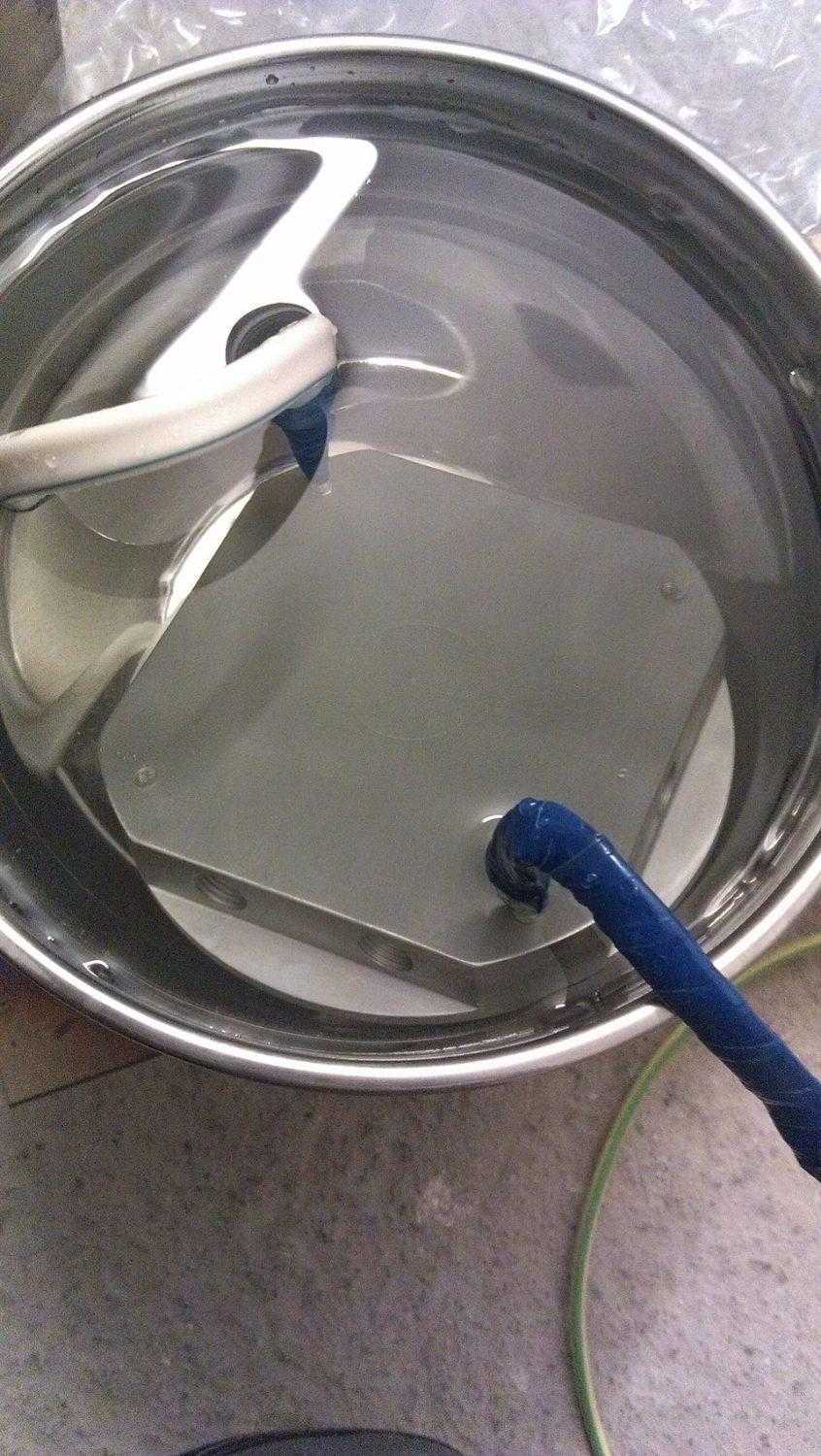
Процесс анодирования своими руками вы можете увидеть на фото.
Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
ВАЖНО ЗНАТЬ: Как выбрать жаростойкую краску по металлу?
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.





Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.
Выберите регион
Россия
- Алтайский край
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калужская область
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Московская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Башкортостан
- Республика Дагестан
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Татарстан
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Ханты-Мансийский АО — Югра
- Челябинская область
- Чувашская Республика
- Ярославская область
Где используются обработанные изделия
Иногда способа обработки с помощью щелочных и окислительных средств достаточно. Эстетически привлекательно смотрятся кованные ограды и заборы, которые не окрашены цветной краской, а обработаны химическим, термическим или электрохимическим способом.
Данный способ отделки металлических изделий используется для того, чтобы:
- Защитить поверхность от образования коррозии, когда изделие используется в строительных целях. Даже когда не производится прямое негативное воздействие на металлический предмет, защита такого рода просто необходима.
- Защитить поверхности от агрессивных воздействий внешней среды, например, заборы, решетки на окна, столбы и металлические детали декора зданий.
- Сформировать слой, который образует электроизоляционный щит. Это применимо в технике и постройках, которые должны обезопасить человека от воздействий электрического тока.
- Изменить эстетические или декоративные свойства, если нет желания окрашивать детали, изменяя их уникальный рельеф.
Используются такие изделия и детали в быту, строительстве, ювелирном деле. Увеличить стойкость можно с помощью вспомогательного покрытия – лакокрасящего средства.

В любом случае, оксидирование металлических изделий и деталей просто необходимо для того, чтобы сохранить их положительные характеристики. Производится процедура в домашних и заводских условиях, с соблюдением специфических технологий работы. Необходимы и вспомогательные вещества: окислитель и щелочь. Правильный температурный режим и достаточное время выдержки приведут к качественному воронению металла любого сплава.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
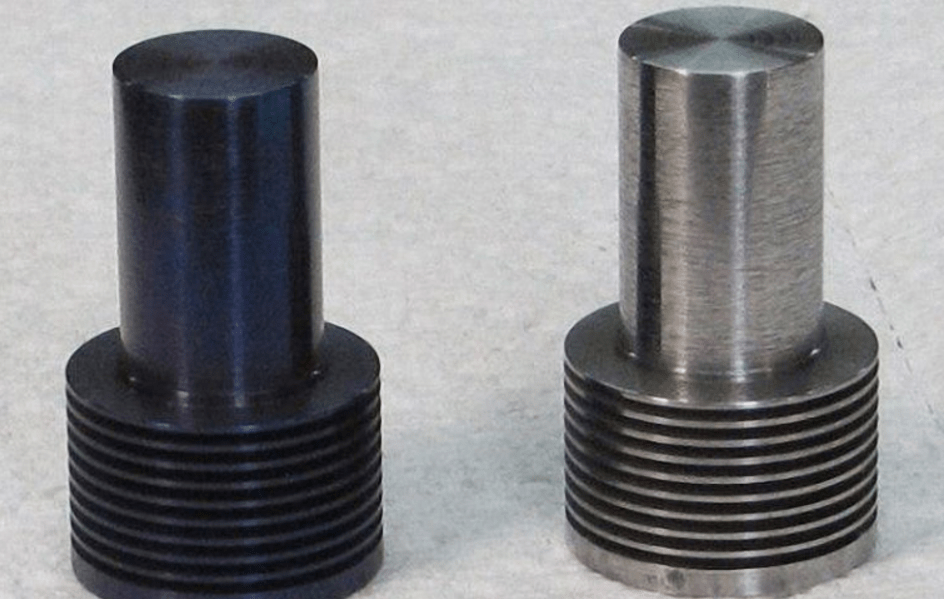
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
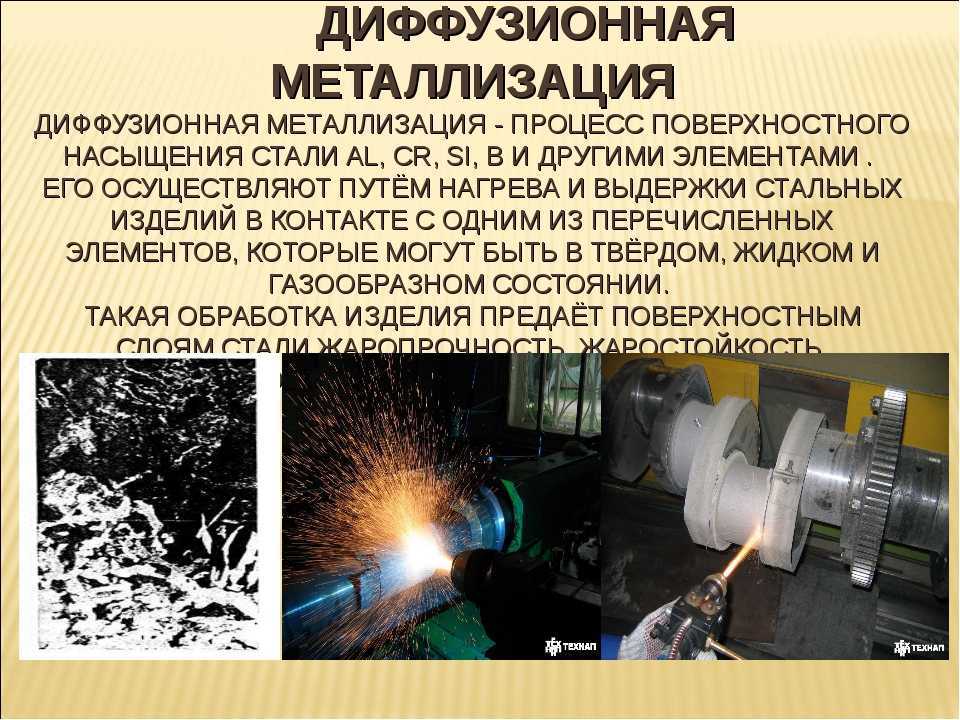
Технология твердого анодирования алюминия
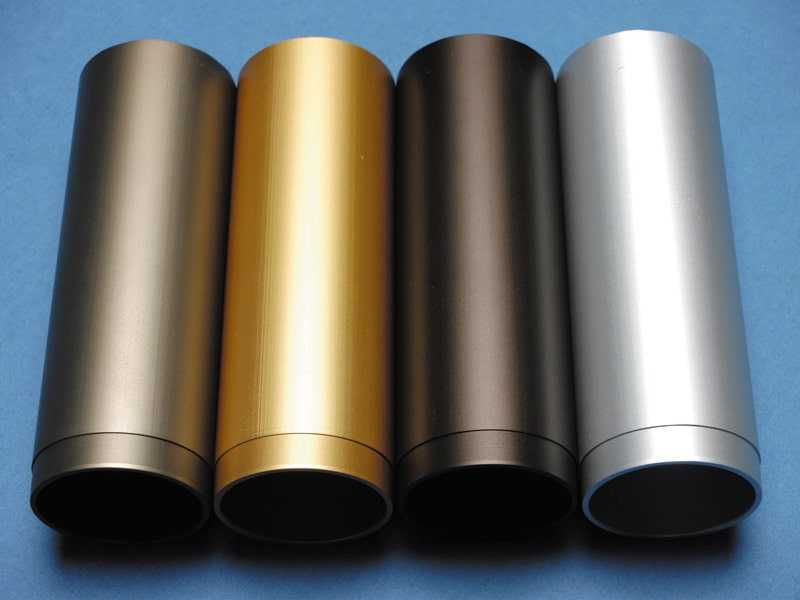
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.









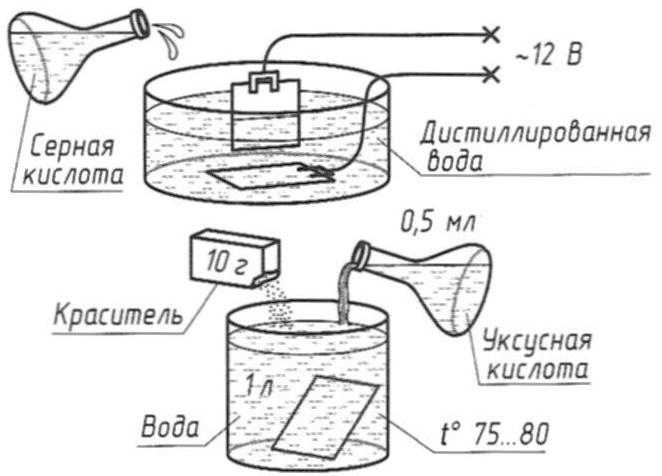
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Технология оксидирования
Технология заключается в том, чтобы создать такие условия, чтобы на металлической поверхности образовалась оксидная пленка, предотвращающая проникновение кислорода и воды. Для этого используются специализированные растворы и подводится электрический ток при необходимости. Процесс может проводиться и холодным методом и горячим. Выбор метода зависит от вида металла.
Перед началом процедуры все металлы проходят подготовку. Это является первым этапом. На нем с поверхности удаляются все загрязнения. Также она обезжиривается.
Читать также: Шестерённые насосы с внутренним зацеплением
Затем металл опускают в ту или иную среду и под действием внешних агрессивных условий определенного вида на них образуется плотная оксидная пленка.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.
Химическое оксидирование стали
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Оксидирование алюминия и алюминиевых сплавов
Для эффективной защиты алюминия от коррозии наилучшим способом является создание на его поверхности оксидных слоев. Для этого применяют химическое, электрохимическое либо микродуговое оксидирование.
Анодирование (анодное оксидирование) алюминия
Покрытие может применяться как самостоятельная защита от атмосферной коррозии алюминия и его сплавов, или же, как основа под покраску. Оксидная пленка легок растворима в щелочах, но обладает достаточно высокой стойкостью в некоторым минеральным кислотам и воде.
Состав защитного слоя на алюминии: аморфный оксид алюминия, кристаллическая γ-модификация Al2O3.
Твердость оксидного слоя: на техническом алюминии — порядка 5000 – 6000 МПа, на сплавах алюминиевых от 2000 до 5000 МПа.
Слои, полученные методом оксидировании, отличаются хорошими электроизоляционными свойствами. Удельное электросопротивление составляет 1014 – 1015 Ом·м.
Анодированием можно получать на алюминии слои с различными заранее заданными свойствами. Можно получать твердые и мягкие защитные слои, безпористые, пористые, эластичные, хрупкие. Различные свойства получают при варьировании составом электролита и режимами электролиза.
При оксидировании алюминия в нейтральных или кислых электролитах (в большинстве растворов) поверхность алюминия почти моментально покрывается толстым слоем оксидов.
При электрохимическом оксидировании сначала образуется тонкий слой окислов, а потом кислород, проникает сквозь этот слой, упрочняя и утолщая его. Окисный слой достигает толщины около 0,01 – 0,1 мкм и прекращает свой рост. Этот слой называется барьерным. Для продолжения роста окислов необходимо увеличить напряжение на ванне.
Некоторые электролиты способны растворять оксид алюминия. Если электролит не растворяет оксидную пленку – она достигает толщины, отвечающей заданному напряжению. Это около 1 — 2 мкм. Такие пленки используются при производстве электрических конденсаторов, т.к. они не имеют пор, обладают хорошими электроизоляционными свойствами.
При использовании электролитов, способных растворять оксидный слой, утолщение пленки зависит от двух процессов, которые протекают на аноде:
— растворения пленки под воздействием электролита;
— электрохимического окисления металла у основания пор.
Если скорость окисления алюминия выше скорости растворения окислов, то происходит утолщение окисного слоя. В начале процесса оксидирования скорость окисления больше, скорости растворения, но с течением процесса увеличивается скорость растворения оксидов. Рост пленки прекращается, когда эти две скорости уравниваются.
Толщина оксидной пленки, полученной при анодировании алюминия, зависит от растворяющей способности электролита. А она, в свою очередь, определяется концентрацией кислоты, температурой и другими факторами.
Толщина оксидного покрытия зависит также от состава алюминия и его сплавов. Химически чистый алюминий легче анодировать, чем его сплавы. С увеличение в составе сплава различных добавок труднее получить пленки с хорошими характеристиками. На алюминиевых сплавах, содержащих марганец, медь, железо, магний, покрытие получается шероховатым, неровным. Это объясняется высокой скоростью растворения интерметаллических соединений, в виде которых эти металлы присутствуют в алюминиевом сплаве.
Оксидные пленки на алюминии, полученные методом анодирования, состоят из двух слоев: первый слой, на границе с металлом, беспористый барьерный в толщину от 0,01 до 0,1 мкм; второй слой пористый и достаточно толстый (от 1 мкм до нескольких сотен мкм.). Рост окисного слоя происходит за счет утолщения внешнего слоя.
Химическое оксидирование алюминия
Химическое оксидирование алюминия – самый доступный, дешевый и простой способ получить оксидные пленки на алюминии и его сплавах. Метод химического оксидирования не требует подвода электрического тока. Процесс проводится в растворах хроматов и позволяет оксидировать большое количество деталей одновременно. По качеству полученные пленки уступают слоям, полученным методами, с использованием тока. Толщина оксидных слоев – около 2 – 3 мкм.
В связи с невысокими защитными свойствами окисных слоев, полученных химическим оксидированием, метод не нашел широкого применения (используется довольно редко).
Очень важно при химическом оксидировании алюминия и его сплавов постоянно контролировать температуру и состав электролита. При уменьшении концентрации щелочи в растворе для химического оксидирования – пленки получаются тонкие, а при увеличении и высокой температуре раствора — имеют рыхлую структуру
Другие методы воронения
Добиться благородного синего отлива несложно при помощи продолжительного нагрева детали. В процессе обработки стальная поверхность белеет, затем желтеет, приобретает фиолетовый оттенок. Но в конце процедуры образуется покрытие синего цвета.








Метод 1
Для работы необходим горн и металлический ящик.
- В ящик помещают березовые угли, оставляя место для изделия. Сам ящик устанавливают в горн и нагревают до тех пор, пока угли не начнут тлеть.
- Деталь смазывают обычным уксусом, помещают в ящик.
- Когда стальная поверхность посинеет, изделие извлекают, охлаждают и снова помещают в ящик.



Процедуру повторяют 3-4 раза для достижения желаемого оттенка.

Метод 2
При необходимости можно обойтись и без термообработки.
- В 0,5 литра воды добавляют полуторахлорное железо и 3 гамма «красной соли» (гексацианоферрата), используя отдельные емкости.
- Затем соединяют и размешивают.
- В рабочий раствор погружают деталь и держат до получения нужного оттенка поверхностной пленки.

Применение селитры
Отличного результата можно добиться, применив селитру. Для этого изделие варят в натриевой селитре при 130-150 градусах.







Потребуется:
- литр воды (дистиллированной);
- 500 граммов едкого каустика;
- 500 граммов натриевой селитры.

Примечательно, что несложно найти готовые препараты с селитрой специализированного назначения.

Препарат «Клевер»
Готовый раствор напоминает гель, и продается в пузырьках по 50 мл.

Им удобно воспользоваться для защиты зон, пораженных ржавчиной. Предварительно поверхность зачищают и обезжиривают растворителем.

Средство наносят при помощи маленькой мягкой кисточки, выдерживают пару минут до появления белесого налета. Смывают теплой водой, участок просушивают тканью. Для повышения качества покрытия процедуру повторяют 2-4 раза.

В продаже имеются и другие готовые препараты для оксидирования стали.

При желании самостоятельно выполнить воронение разумно прибегнуть к самому удобному для себя варианту.