
Порошковая окраска алюминия

Для того чтобы увеличить срок службы алюминиевых изделий, некоторые из них подвергаются окрашиванию. В настоящее время для этих целей используются современные порошковые красители. Благодаря четкому соблюдению технологии порошковой окраски алюминия, на поверхности создается прочное покрытие, представляющее собой монолитный слой, который не только предотвращает образование коррозии металла, но и украшает металлические элементы.
Технология порошковой окраски алюминия может применяться к любым изделиям, изготовленным из этого металла. Наиболее актуален этот способ обработки поверхности металлических изделия для деталей, которые в процессе эксплуатации подвергаются нагреванию до 200 градусов Цельсия. Очевидно, что выполнение работ по окраске стоит доверять только опытным мастерам.
| Цены на услуги полимерно-порошкового покрытия и декорирования профилей | |||||
| Наименование | Единица измерения | Стоимость кв.м., руб. | |||
| 9016 | 1001-1015, 5005, 7000-7047, 8000, 8003, 8004, 8011, 8014, 8015, 8017 мат, 8019 мат, 9002, 9003, 9005 мат, 9010, 9005 гл., 8017 гл. | 2000, 2004, 3000, 3005, 3009, 5021, 6000-6029, 7001, 8001, 8023-8028, 9006, 9008 | Декорирование | ||
| Профили | кв.м. | 161 | 167 | 184 | 575 |
| Фурнитура | деталь | 26 | 26 | 35 | — |
| Листовые детали (нащельники, примыкания и т. п.) | |||||
| От 0,1 — 0,3 кв.м. | кв.м. | 1 035 | 1 150 | 3 105 | |
| От 0,3 — 0,5 кв.м. | кв.м. | 518 | 575 | 1 553 | |
| От 0,5 — 1,0 кв.м. | кв.м. | 230 | 288 | 776 | |
| От 1,0 кв.м. и выше | кв.м. | 184 | 213 | 575 | |
| — Покраска профилей эксклюзивными красками, муары, антики, металлики — цена договорная — Двухцветная покраска — от 400 руб/кв.м. — Перекрашивание — + 25% (без гарантии) — Покраска профилей разной длины + 25% |
Окраска алюминия порошковыми красками состоит из нескольких этапов:
Этап 1. Тщательно подготавливается поверхность. Если окраска алюминия порошковыми красками выполняется в промышленных масштабах, то детали проходят пятиступенчатый очиститель. С поверхности изделий удаляются различные загрязнения и окислы. Детали споласкиваются чистой водой. Технология порошковой окраски алюминия включает в себя обезжиривание поверхности, а также фосфатирование, благодаря которому увеличивается адгезия, и изделие надежно защищается от образования коррозии.
Этап 2. В специальной печи детали высушиваются. Затем они охлаждаются. Деталь помещается в печь полимеризации, где на ее поверхность вручную, под действием сжатого воздуха наносится слой полимерного порошка. Для выполнения этих работ используется электростатический распылитель, благодаря которому мельчайшие частицы краски образовывают на поверхности детали ровный слой.
Этап 3. В печи полимеризации деталь с предварительно нанесенным на ее поверхность красителем нагревается до температуры 150-220 градусов Цельсия, в результате чего в течение 10 минут формируется специальное покрытие. Затем изделие охлаждается, что способствует отверждению краски.
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
Процесс анодирования своими руками вы можете увидеть на фото.
Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
ВАЖНО ЗНАТЬ: Приспособление для гибки профильной трубы
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.









Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Подготовка емкости для анодирования
Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
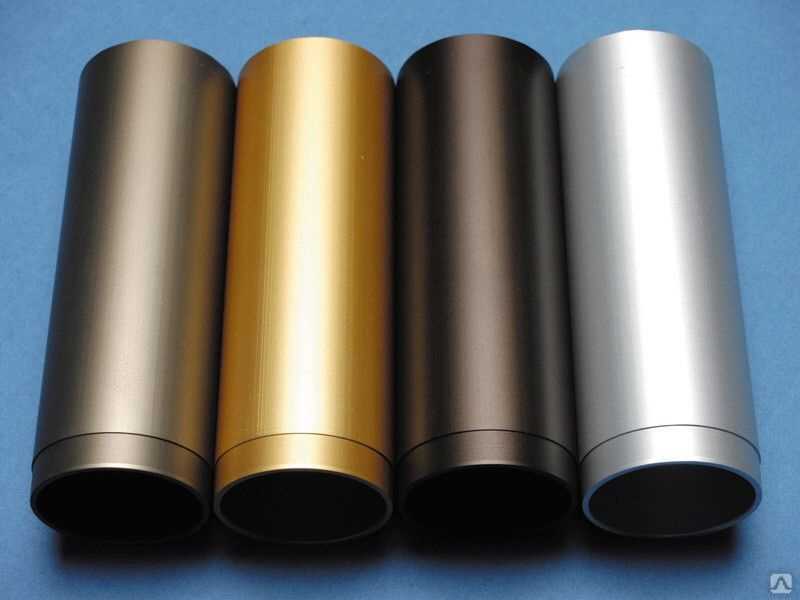
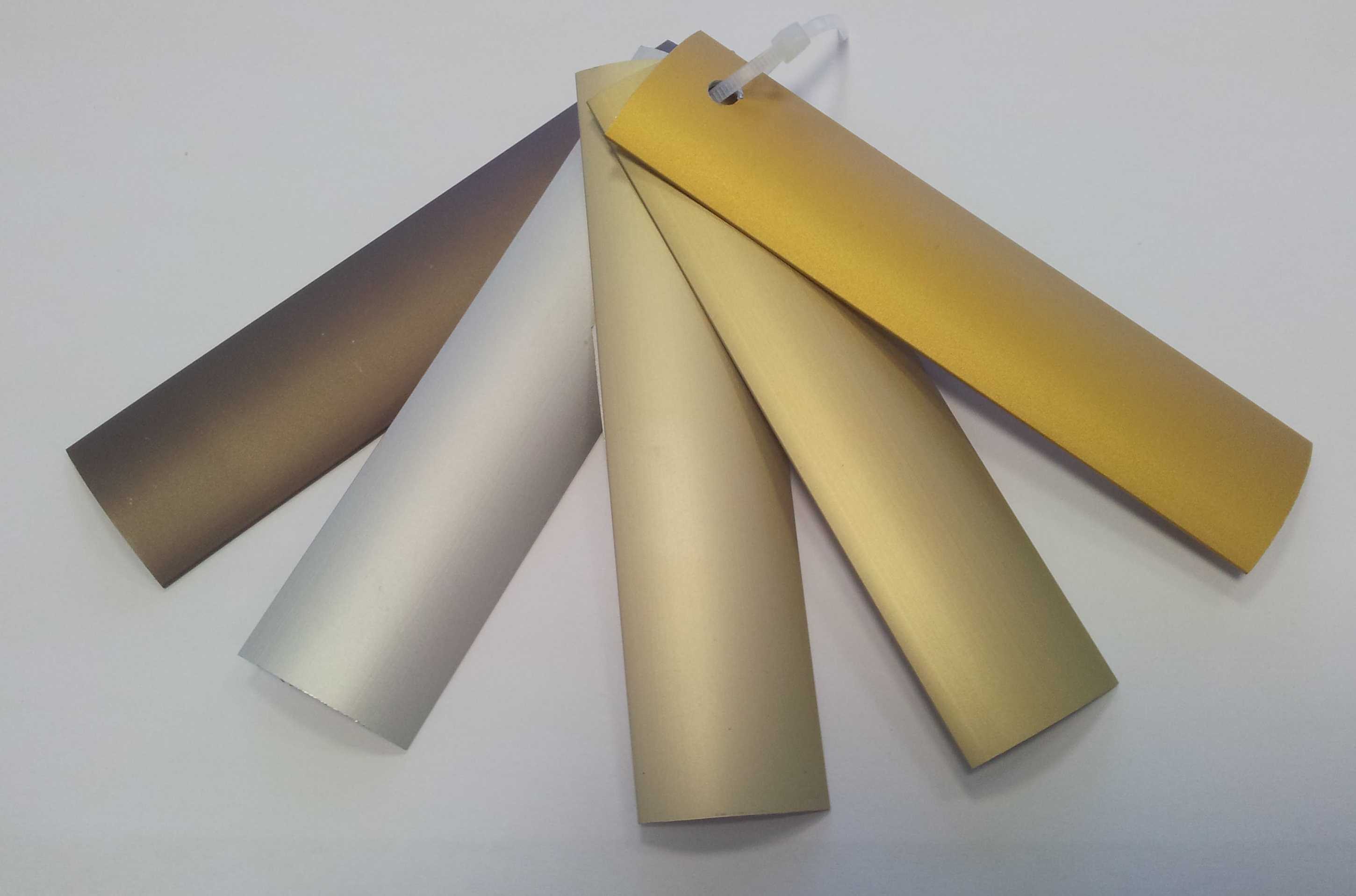
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.







Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
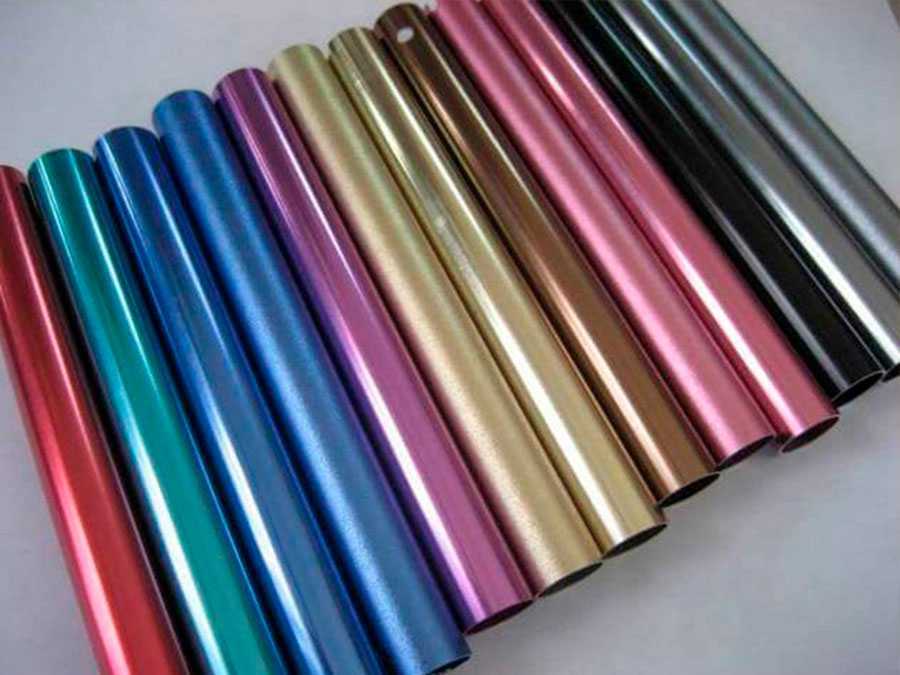
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Алюминий листовой
Помимо посуды и других деталей, выпускается также листовой анодированный алюминий. Кроме того, что такой слой помогает избавиться от коррозии, он также защищает металл от выцветания. Еще одно свойство – это повышение износоустойчивости. Благодаря этому удалось улучшить качество всех дюралевых деталей
Это очень важно при изготовлении, к примеру, приборных панелей. Параметры выпускаемых листов следующие:
- толщина листа составляет 0,5 – 2 мм;
- габариты листа – 500 × 600 мм;
- минимальное количество листов в партии – 1.
Что касается использования анодированного алюминия, то сразу после его изобретения он широко применялся для производства алюминиевых (дюралевых) деталей для самолетов. Еще одно применение такого типа алюминия – в качестве защитного слоя для других элементов, а также основы для нанесения краски. Стоит также добавить, что такой защитный слой гораздо тверже, чем сам алюминий. Благодаря этому значительно повышается устойчивость к износу у всех элементов. Защитная оболочка помогает сделать из алюминия неплохой электроизоляционный материал, однако возможность локального небольшого пробоя все же присутствует, а потому это несколько ограничивает его использование как изолятора.
Подготовка емкости для анодирования

Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Технология анодирования металла и ее особенности
Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.
Методика процедуры в домашних условиях
Приступая к самостоятельному анодированию в домашних условиях, необходимо предварительно подготовить все инструменты:
- контейнер для помещения изделия;
- батареи емкостью в 9 в (несколько штук, в зависимости от желаемого результата);
- алюминиевая фольга;
- кабель с хорошей изоляцией;
- раствор электролита;
- клещи.
В качестве экспериментального опыта можно попробовать обработать болты. Толщина готового покрытия – приблизительно 0,05 мм. Изделия необходимо предварительно подготовить. Если были выбраны элементы из нержавеющей стали, заранее обезжирьте их и зашлифуйте.
Приготовьте электролитический раствор. Для этого понадобится серная кислота и дистиллированная вода. Приобрести кислоту для электролита можно в автомагазинах, специализирующихся на ремонте аккумуляторов. Пропорции воды и кислоты должны быть одинаковыми, однако не стоит использовать неразбавленное вещество.
Для того, чтобы получить черный цвет металла, понадобится больше времени, чем для светлого или бронзового результата.
Для начала протравите деталь в щелочи для ее подготовки. После этого поместите деталь в раствор с электролитом и подключите ток
Важно использовать термометр для контроля температуры и следить за тем, чтоб показатели не снижались. Когда уровень достигнет нижних отметок, необходимо закончить процесс
На видео: анодирование в растворе щелочи
На видео: анодирование в растворе щелочи.
Меры предосторожности и технические советы
Для получения анодной пленки самостоятельно важно соблюдать некоторые меры безопасности, которые помогут сохранить здоровье и осуществить процедуру правильно:
- При работе используйте индивидуальные средства защиты кожи – перчатки, маску. Закрывайте глаза защитными очками при необходимости: в процессе получения анодированного металла происходит большая отдача тепла, и раствор может брызгать, попадая на тело.
- Подбирайте контейнер для обработки правильно: это может быть пластиковая емкость или старая эмалированная ванна без сколов.
- После травления изделия, поместите его в чистую воду для того, чтоб успеть подготовиться к следующему этапу.
- Используйте алюминиевые токопроводы для работы: серебро, сталь или детали из меди необходимо подвешивать на специальную планку для того, чтоб вынимать изделия было легче.
- Толщина кабеля должна соответствовать силе тока. Если показатели были подобраны неправильно, твердая вариация процедуры пройдет безуспешно, вследствие чего металл просто растворится.
- Для достижения чёрного цвета стали используют нитрат натрия, детали в растворе выдерживают при температуре от 100 до 140 градусов.
Чтобы получить различные цвета металлов также применяют соляную кислоту, гидросернистый натрий, азотную кислоту, этиловый спирт. При данном анодировании образуется не только оксидная пленка, но и достигается определенная цветовая гамма.






Осуществление процедуры в домашних условиях рекомендуется проводить только после изучения техники безопасности по работе с кислотами. Анодированные поверхности имеют долгий срок эксплуатации и отличаются прочностью и стойкостью к повреждениям.
Статья по теме: Фосфатирование — надежная защита металла от коррозии
Процесс воронения
Оксидирование черных металлов в профессиональной терминологии называют воронением.
Смотреть галерею
Если говорить о воронении стали, например, об оксидировании, чернении или синении, можно сказать, что это процесс, в ходе которого на чугуне или низколегированной стали образуют слой оксида железа. Как правило, толщина такой пленки лежит в пределах от одного до десяти мкм. Толщина слоя обуславливает и наличие определенного цвета побежалости. В зависимости от возрастания толщины пленочного слоя, цвета могут быть: желтым, бурым, вишневым, фиолетовым, синим и серым.
В настоящее время существует несколько типов воронения:
- Щелочной тип характеризуется использованием соответственных растворов, с добавлением окислителей, в условиях температуры от 135 до 150 градусов по Цельсию.
- Кислотный тип воронения использует кислые растворы и химические или электрохимические способы.
- Термическая форма обработки характеризуется использованием достаточно высоких температур (от 200 до 400 °С). Процесс проходит в толще атмосферы перегретого пара воды. Если используют аммиачно-спиртовую смесь, то требования к температуре возрастают до 880 °С, а в расплавленных солях — от 400 до 600 °С. Использование воздушной атмосферы требует предварительного покрытия поверхности запчасти тоненьким слоем лака, который должен быть асфальтным или масляным.
Заключение
Оксидирование металлов кислотами в основном используется как обрабатывающая процедура в производственных условиях. Но в последнее время к ней все чаще присматриваются и простые обыватели. Для чего же может потребоваться в бытовой сфере такое покрытие? Анодирование алюминия позволяет изменять эстетические качества материала, но в большинстве случаев технологию используют с практическими целями защиты. Качественный оксидированный слой на поверхности металла позволяет минимизировать процессы коррозии. В случае с алюминием это могут быть детали автомобилей, инженерной техники, листы кровельных покрытий и элементы других строительных конструкций. Существуют и менее сложные способы подобной защиты, но электрохимическая обработка путем анодирования обеспечивает повышенную степень предохранения структуры металла от внешних воздействий.
Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.
Распространенные ошибки
Их довольно часто допускают «домашние» мастера, не изучившие как следует все особенности технологии.
- Плохой контакт детали с электродом. Поэтому зажим должен быть надежным, типа «крокодил», а еще лучше – с затягивающим винтом. Нарушение контакта приводит к изменению силы тока, что напрямую влияет на конечный результат. Поэтому различные скрутки, петли для подвешивания заготовок в данном случае неприменимы.
- Несоответствие габаритов катода линейным размерам детали. Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
- Недостаточная (или завышенная) анодная плотность. Рекомендуемая величина – порядка 2 А/дм² (20 мА/см²). Для ускорения процесса ее можно и немного увеличить (но не более чем в 1,5 раза) с обязательным выдерживанием низкой температуры раствора за счет качественного охлаждения + постоянное его перемешивание.
Полезные советы
Произвести качественную зачистку поверхности образца механическим способом (с применением абразивных материалов) не всегда возможно. Например, из-за сложного рельефа его поверхности. В этом случае более эффективна методика травления. Суть ее в том, что деталь погружается в щелочной раствор. На практике, как правило, в мыльный. Иногда, чтобы добиться осветления заготовки, она дополнительно опускается в посуду с 20% раствором кислоты.
В любом случае после такой очистки необходимо образец тщательно промыть, чтобы удалить с его поверхности остатки хим/реактивов. Это делается под проточной водой, желательно теплой.
Следует неукоснительно соблюдать рекомендованный температурный режим (от -10 до +10 ºС). Если температура повысится, придется убавлять силу тока. Как результат – «рыхлость» покрытия.
После окраски для сохранения цвета в течение долгого времени деталь желательно обработать лаком. Чтобы не было его «наслоений», можно ее обработать мягкой кисточкой. После погружения в лак нужно дать ему полностью стечь.
В статье приведен только один из многочисленных способов анодирования в быту. Он самый простой, а потому и наиболее подходящий для человека, не имеющего достаточного опыта. При работе с кислотой сложностей гораздо больше, но разницы в конечных результатах практически никакой нет.
Для тех, кого интересует методика литья алюминия, есть отдельная инструкция с подробными фото — читайте.



