
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Меднение изделия
Перед началом работ по меднению в домашних условиях нужно подготовить необходимые материалы и оборудование. Надо позаботится об источнике напряжения и постоянного тока. Существует много рекомендаций касательно силы тока, разброс которого может быть большим. Поэтому желательно иметь реостат с возможностью плавной регулировки напряжения и для постепенного завершения процесса. Источником может служить автомобильный аккумулятор или выпрямитель с напряжением на выходе не больше 12 вольт. Для первых опытов будет достаточно обычной батарейки от 4.5 до 9 вольт.
Читать также: Станки для распиловки круглого леса
Затем выбирается ёмкость для электролитического раствора, лучше всего из жаропрочного стекла. В любом случае все ёмкости для электролиза должны быть диэлектриками и выдерживать температуру не менее, чем 80 градусов по Цельсию.
В качестве анодов подойдут два больших медных листа. Они должны перекрывать по размеру заготовку. Из химических реактивов потребуются:
- Купорос медный.
- Кислота соляная либо серная.
- Вода дистиллированная.
Меднение в домашних условиях пользуется заслуженной популярностью, поскольку очень хорошо и надежно держится на стальных изделиях. Главное условие — правильно соблюдать технологию процесса.
Имеется два способа нанесения меди на поверхность:
- Помещение заготовки в раствор электролита.
- Неконтактный способ. В этом случае изделие не погружается в раствор.
Метод погружения
Подготавливается и обрабатывается поверхность изделия при помощи тонкого наждака и щеточки. После этого деталь моется в проточной воде, обезжиривается и еще раз промывается.
Этапы процесса омеднения следующие:
- Два медных анода подключают в сеть к положительным контактам и размещают их в стеклянную банку.
- К обработанному изделию подводят контакт с отрицательным значением напряжения и свободно подвешивают между анодами.
- Подключают реостат согласно электрической схеме для возможности регулирования силы тока.
- Подготавливается раствор в правильных пропорциях. На 100 г дистиллированной воды надо 20 г медного купороса и 2−3 г соляной кислоты. Вместо соляной кислоты можно использовать другую.
- Раствор выливается в посуду с медными пластинами и деталью таким образом, чтобы они полностью скрылись под поверхностью раствора.
- Подключается источник напряжения. Реостатом добиваются необходимой силы тока из примерного расчета 10−15 миллиампер на каждый квадратный сантиметр площади детали.
Покрытие медью без погружения
Этот метод интересен тем, что его можно использовать для обработки не только стальных предметов, но и сделанных из других материалов. Например, алюминия и цинка. Порядок процесса следующий:
- Из многожильного медного провода изготавливается «кисточка». Конец провода оголяется. Из медных проводков создается подобие кисточки, чтобы затем прикрепить ее к деревянной ручке-держателю.
- Второй конец провода подключается к плюсовому контакту электрической цепи.
- В широкую ёмкость заливается стандартный электролитный раствор из медного купороса и соляной кислоты.
- Предварительно очищенная и промытая металлическая заготовка присоединяется к отрицательному контакту и размещается в пустой ёмкости.
- Импровизированная кисточка окунается в раствор электролита и проводится по поверхности заготовки без контакта. Это действие повторяется до получения результата.
Обработка алюминия
Часто с помощью медного электролиза обновляют столовые приборы, сделанные из алюминия. Если нет опыта проведения этого процесса, то можно потренироваться нанести медь на алюминиевые пластинки. Порядок проведения процесса:
- Алюминиевую пластинку зачищают и обезжиривают.
- Наносят на неё небольшое количество раствора медного купороса.
- Подсоединяют отрицательную клемму от источника питания к алюминиевой пластинке. Удачным способом соединения является металлический зажим-крокодил.
- Положительный полюс питания подается на медную «щеточку». Это конструкция из медного провода, один конец которого освобожден от оплетки, а медные щетинки образовали кисточку. Зажим от питания присоединяется ко второму концу провода. Сечение провода должно быть от одного до полутора миллиметров.
- Медную щетину обмакивают в раствор сернокислой меди и водят на близком расстоянии от поверхности алюминиевой пластинки. При этом нужно стараться не прикасаться щеточкой к заготовке, чтобы не замкнуть цепь.
- Омеднение происходит буквально на глазах.
- После окончания работы с пластины удаляют остатки не закрепившейся меди и протирают спиртом.
Области применения
Гальваника необходима для:
- Защиты. Покрытие металлов оберегает основной материал от появления ржавчины и прочих разрушительных процессов.
- Изменения внешних свойств. С помощью гальванизации можно восстановить красоту поверхности изношенного изделия и избавиться от мелких повреждений.
- Специального назначения. Нередко метод применяется для улучшения технических свойств основы.

Гальваника необходима для защиты металла.
Гальванические поверхности распространены в автомобилестроении, производстве ювелирных изделий и металлоконструкцией, изготовлении стройматериалов, посуды, крепежных деталей и промышленного оборудования. Кроме того, технология используется и для создания компакт-дисков.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.

- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Что нужно для приготовления электролита?
Как сделать электролит дома? Сначала выберем правильную посуду для хранения: это должна быть емкость из неактивного вещества (стекла или пластика), прочная, плотно закрывающаяся крышкой, чтобы избежать доступ кислорода для электролита.

Химия – наука точная. Каждое используемое вещество придется отмерять с точностью до сотых грамма. Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес.
Самое труднодоступное для простого гражданина – приобретение реактивов для изготовления электролита. Многие вещества запрещены к продаже физическим лицам, только промышленным предприятиям при наличии особого разрешения. Простым людям опасные реактивы не продадут!
Статья по теме: Особенности холодного цинкования и его достоинства

На видео: Ток 60А в домашних условиях или кустарная гальваника.
Общие сведения
Гальваника (гальванизация) — физико-химическая технология, с помощью которой можно создать на поверхности металла дополнительный слой из другого металла. Толщина дополнительного слоя является небольшой. Обычно она составляет от 0,1 до 2-3 миллиметров. Гальванизация используется для многих целей — повышение прочности, создание антикоррозийного слоя и другие. Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.










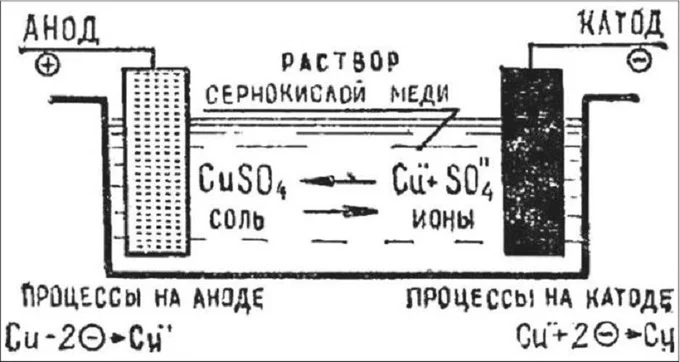
Схема электролиза
С точки зрения химии и физики гальванизация осуществляется за счет специального процесса под названием электролиз. В упрощенном виде электролиз металлических изделий выглядит так:
- Поверхность запчасти очищается от различных загрязнений (органика, пыль, грязь, легкая коррозия). Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита.
- В пластиковую или стеклянную емкость помещается электролит — раствор щелочей, кислот и солей, содержащих нужный металл. Скажем, для электролитического хромирования используется хромовая кислота, которая при электролизе высвобождает хром, переходящий на деталь. Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов).
- К электролиту подключается источник постоянного тока (источники переменного тока не используются, поскольку операция не запустится). Для подключения используются два провода — катод и анод. Катод прикрепляется непосредственно к обрабатываемой детали, а анод помещается в раствор электролита. Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина).
- Обрабатываемая деталь прикрепляется к катоду, а потом катод помещается в раствор электролита. Катод с запчастью не должен контактировать с анодом напрямую, поскольку в таком случае случится короткое замыкание либо гальваника не запустится/будет идти медленно. Обрабатываемая запчасть должна находится на хорошем расстоянии от анода с пластинами, чтобы операция прошла успешно.
- Теперь включается электрический ток, что приводит к замыканию цепи. Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.
Основные технологии
Основные технологии гальваники — это хромирование, серебрение, никелирование и цинкование, при которых деталь покрывается соответственно хромом, серебром, никелем и цинком. Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Схема реализации гальванического покрытия
Процессы гальванизации впервые начал изучать русский физик Борис Якоби в 1836 году. Помещая различные металлы через электролитические солевые растворы, он наблюдал, как они распадались на ионы с отрицательными и положительными зарядами. Первые оседали на аноде, а вторые – на катоде (его роль в гальванике играют металлы, которые нуждаются в защите).
Перед нанесением гальванического покрытия поверхности должны быть правильно подготовлены.
Для очищения и обезжиривания металлов существуют специальные средства, которые не вызывают их коррозии. Составы на основе органических растворителей, к примеру, Очиститель метала MODENGY, обеспечивают удаление загрязнений любой химической природы – нефтепродуктов, силиконов, консервационных средств, адсорбированных пленок газов и др. Такие средства не вредят экологии, испаряются быстро и без остатка.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому на ней не должно быть сколов, царапин, раковин. В связи с этим подготовка деталей к гальванизации в большинстве случаев не ограничивается их очисткой и обезжириванием, а включает также механические методы обработки (например, пескоструйный способ, шлифовку наждачной бумаги или с помощью специальных паст).
Схема реализации гальванического покрытия металла достаточно проста.
В емкость с раствором электролита помещается очищенная деталь, нуждающаяся в защите. На нее подается отрицательный заряд – таким образом деталь берет на себя роль катода. Металл, который в дальнейшем будет служить покрытием, заряжается положительно и принимает на себя функции анода. Электрическая сеть замыкается, металл анода переносится в среде электролита к отрицательно заряженному изделию (катоду) и создает на нем тонкую защитную пленку.
Это – анодный способ гальванизации. Гальваническая изоляция, полученная таким образом, первой воспринимает разрушительное воздействие коррозии, оставляя металл нетронутым.
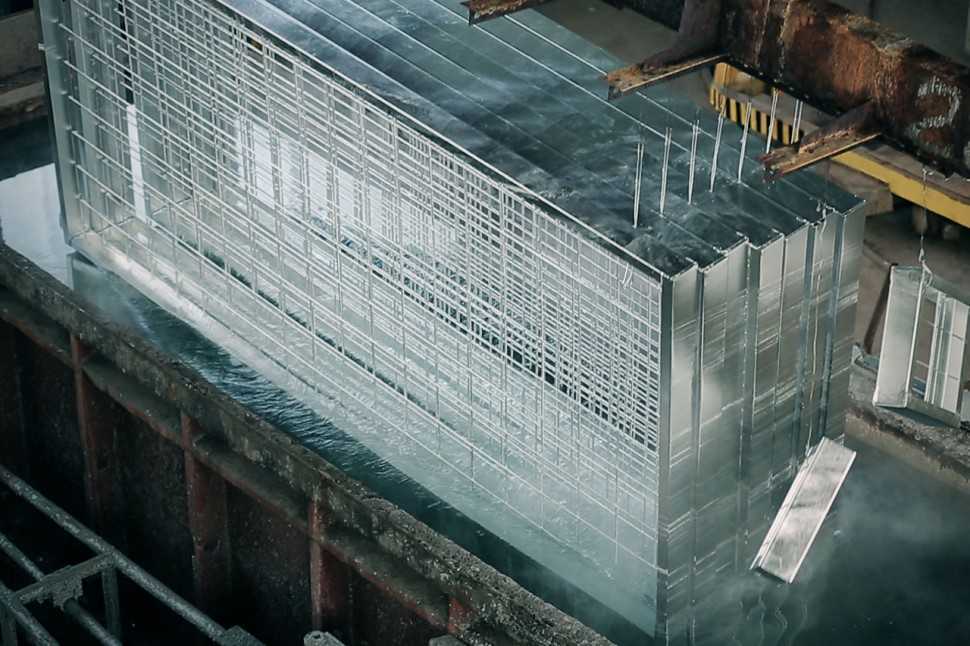
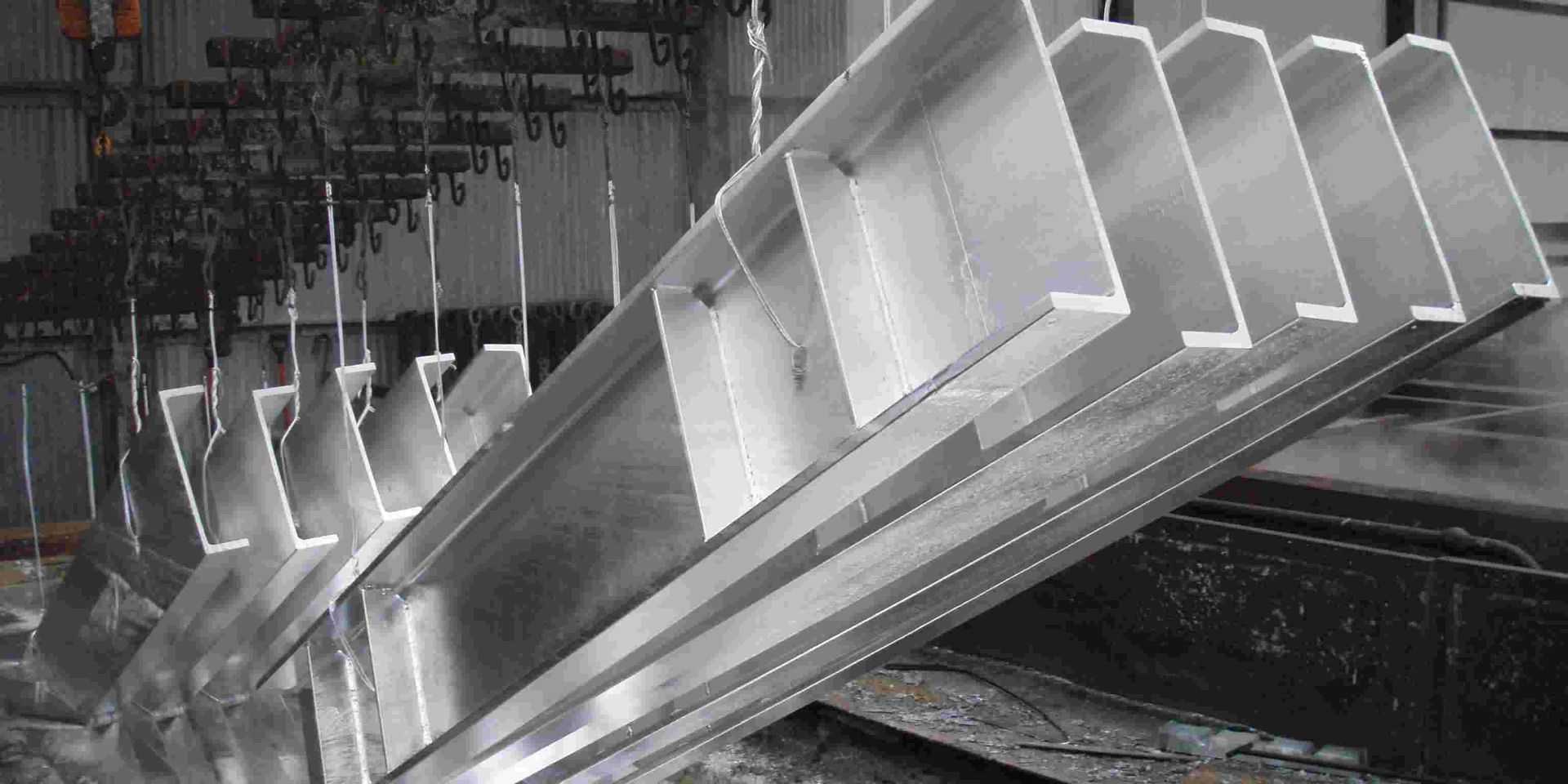
В зависимости от вида покрываемых изделий (их размера, конструкции и пр.), а также производственных задач гальванизация проводится разными способами.
Детали больших размеров обрабатываются навесу в объемных ваннах. Более мелкие элементы получают гальваническое покрытие в емкостях барабанного типа – отрицательный заряд в них подается на барабан, вращающийся в электролите. Для обработки очень мелких деталей (например, крепежа) используются колокольные ванны: они медленно вращаются, способствуя равномерному покрытию изделий защитным металлом.
От плотности тока, проходящего через электролит, во многом зависит структура формируемого осадка. Эта величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Необходимо помнить, что при слишком высокой плотности тока образуется большое количество порошковых отложений, негативно влияющих на качество покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Слой готового гальванического покрытия может иметь толщину от 6 до 20 мкр – она определяется особенностями участвующих в гальванизации материалов. Уровень адгезии металлического сплава с поверхностями определяется с помощью специальных тестов.
Классификация
Гальванопластика
Чайно-кофейный сервиз мануфактуры Кристофля, 1875, одно из первых применений гальванопластического серебрения и золочения
Основная статья: Гальванопластика
См. также:
Гальванопластика — один из разделов гальванотехники. Формообразование из цветного металла при помощи осаждения его из раствора (расплава) под действием электрического тока на матрице. Применяется для получения металлических копий предметов методами электролиза. Этот термин может использоваться и в качестве названия металлических предметов, полученных методом гальванопластики. Толщина металлических осадков, наносимых при гальванопластике, составляет 0.25-2 мм.
Наибольшее распространение гальванопластика получила при изготовлении точных художественных копий небольших скульптур и ювелирных изделий; в технике – при производстве грампластинок, печатных валов, металлических изделий с микронными параметрами.
Несмотря на появление новых технологий, например: трехмерного сканирования и трехмерной печати, литья в эластичные формы и по выплавляемым моделям и т.п. гальванопластика продолжает оставаться наиболее востребованным методом получения точных металлических копий небольших художественных предметов и некоторых других типов изделий.
Гальваностегия
Гальваностегия — электролитическое осаждение тонкого слоя металла на поверхности какого-либо металлического предмета, детали.
В зависимости от требований, предъявляемых к эксплуатационным характеристикам деталей, различают покрытия:
- защитные (для защиты покрываемого металла от коррозии);
- защитно-декоративные (для защиты покрываемого металла от коррозии и придания его поверхности декоративного вида);
- декоративные (для придания поверхности покрываемого металла декоративного вида);
- специальные (для придания поверхности покрываемого металла определённых свойств, например: диэлектрических, электропроводных, износостойких, противозадирных, под пайку, для повышения адгезии при гуммировании стальных изделий и т. д.);
Одни и те же покрытия в зависимости от области их применения могут относиться к защитным, защитно-декоративным или специальным.
Получаемые покрытия — осадки — должны быть плотными, а по структуре — мелкозернистыми. Чтобы достигнуть мелкозернистого строения осадков, необходимо выбрать соответствующие состав электролита, температурный режим и плотность тока. Выбор способа покрытия зависит от назначения и условий работы изделия.
Серебрение и золочение изделий
Гальваническое серебрение – это не только декоративное, но и защитное, и электропроводящее покрытие с хорошей отражающей способностью. Изделия из черных металлов предварительно покрываются никелем, на который уже осаждается серебро.
Электролит для серебрения состоит из хлористого серебра, железноцианистого калия, кальцинированной соды и дистиллированной воды. Рабочая температура электролита не выше 20 °С, не требуется и высокая мощность тока – она не больше 0,1 А/кв. дм. В качестве анода используются графические пластины.
Наиболее декоративная и потому соблазнительная гальваника в домашних условиях — золочение. Процесс производят в горячих растворах золота (до 5 г на литр воды) с синеродистым калием. В холодных растворах количество металла нужно увеличивать втрое. Пары синеродистой кислоты очень ядовиты, поэтому процесс золочения в горячем растворе необходимо производить только в помещениях с мощной принудительной вытяжкой.










При работе с холодным раствором с синеродистой кислотой тоже нужно соблюдать предельную осторожность: не склоняться над ванной, не совать в нее руки, особенно со свежими ссадинами или царапинами. Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием
Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое
Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием. Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое.
Как сделать гальванику в домашних условиях? Нужно тщательно очистить изделие. Затем, если оно выполнено из свинца, олова, железа, цинка или стали, его нужно предварительно покрыть медью. Затем для того, чтобы облегчить приставание золота, предмет нужно окунуть в раствор азотнокислой ртути.
Плотность тока должна быть не выше 1 А/кв. дм, так как при более сильных токах золото из электролита оседает на дно ванны в виде черного порошка, а позолота на изделии становится буроватого цвета.
Для того чтобы была красивой позолота, нужно у анода подвесить достаточно большой листик золота. После завершения гальванического процесса позолоченное изделие нужно просушить в опилках и отполировать.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для того чтобы создать однородное покрытие на материале, используется гальванический процесс, в котором применяется электрический ток. Предлагаем рассмотреть, что такое гальванические ванны, их принцип действия, конструкцию, а также мы предоставим чертеж для создания подобного устройства своими руками.
История [ править ]
Борис Якоби разработал гальваник, ГАЛЬВАНОТЕХНИКУ и гальванопластические скульптуры в России
Вполне вероятно, что первые гальванические покрытия были сделаны в эпоху Парфянской империи . Вильгельм Кениг был ассистентом в Национальном музее Ирака в 1930-х годах. Он наблюдал ряд очень тонких серебряных предметов из древнего Ирака, покрытых очень тонкими слоями золота, и предположил, что они были гальваническими . Он подтвердил свою идею, сославшись на возможную парфянскую батарею, обнаруженную в 1938 году недалеко от метрополии Ктесифон , столицы Парфянской (150 г. до н.э. — 223 г. н.э.) и Сасанидской (224–650 г. н.э.) империй Персии.. Было ли устройство на самом деле аккумулятором, и если да, то для чего оно использовалось, остается предметом споров среди исследователей.
Современная электрохимия была изобретена итальянским химиком Луиджи Валентино Бругнателли в 1805 году. Бругнателли использовал изобретение своего коллеги Алессандро Вольта пятью годами ранее, гальваническую батарею , для облегчения первого электроосаждения. Изобретения Бругнателли были запрещены Французской академией наук и не стали использоваться в общей промышленности в течение следующих тридцати лет. К 1839 году ученые в Великобритании и России независимо друг от друга разработали процессы осаждения металла, аналогичные способам Бругнателли для гальваники медных пластин печатного станка .
Гальванопластическая скульптура на Исаакиевском соборе в Санкт-Петербурге
Борис Якоби в России не только заново открыл гальванопластику, но и разработал гальванопластику и гальванопластику . Гальванопластика быстро вошла в моду в России, и такие люди, как изобретатель Петр Багратион , ученый Генрих Ленц и писатель-фантаст Владимир Одоевский, внесли свой вклад в дальнейшее развитие технологии. Среди наиболее одиозных случаев гальваническое использования в середине 19-го века в России были гигантские гальванопластические скульптуры Исаакиевского собора в Санкт — Петербурге и золотом гальваническим купол в Храме Христа Спасителя вМосква , самый высокий православный храм в мире .
Никелирование
Вскоре после этого Джон Райт из Бирмингема , Англия, обнаружил, что цианид калия является подходящим электролитом для гальваники золота и серебра. Сподвижники Райта, Джордж Элкингтон и Генри Элкингтон, получили первые патенты на гальванику в 1840 году. Затем эти двое основали гальваническую промышленность в Бирмингеме, откуда она распространилась по всему миру. Вулрич Электрический генератор 1844, в настоящее время в Thinktank, Бирмингем Музей науки , является самым ранним электрический генератор используется в промышленности. Он использовался Элкингтоном .
Norddeutsche Affinerie в Гамбурге был первым современным гальваническим заводом начинает производство в 1876.
По мере роста науки об электрохимии , ее отношение к гальванике стало понятным, и были разработаны другие виды недекоративного гальванического покрытия металлов. Промышленное гальваническое покрытие никеля , латуни , олова и цинка было развито к 1850-м годам. Гальванические ванны и оборудование, основанные на патентах Elkingtons, были увеличены для размещения покрытий на многочисленных крупномасштабных объектах и для конкретных производственных и инженерных приложений.
Гальваническая промышленность получила большой импульс с появлением в конце 19 века электрических генераторов . При наличии более высоких токов металлические компоненты машин, аппаратные средства и автомобильные детали, требующие защиты от коррозии и улучшенных свойств износа, а также лучшего внешнего вида, могут обрабатываться в больших объемах.
Две мировых войны и растущая авиационная промышленность дали толчок к дальнейшим разработкам и усовершенствованиям , включая такие процессы , как жесткое хромирование , бронзы обшивку сплава, сульфаматное никелирование, наряду с многочисленными другими процессами металлизации. Гальваническое оборудование превратилось из деревянных резервуаров, покрытых гудроном вручную, до автоматизированного оборудования, способного обрабатывать тысячи килограммов деталей в час.







Одним из первых проектов американского физика Ричарда Фейнмана была разработка технологии гальванического нанесения металла на пластик . Фейнман превратил оригинальную идею своего друга в успешное изобретение, позволив своему работодателю (и другу) сдержать коммерческие обещания, которые он дал, но не смог бы выполнить иначе.
Раствор цинка, испытанный в ячейке Халла
Гальваника в домашних условиях с муриевой кислотой
Для настройки системы гальваники в домашних условиях понадобится вода, соляная кислота, батарея 6-вольтового фонаря, пара зажимов для проводов, кусок меди, металлическое изделие для обработки, и контейнер, куда поместятся компоненты, которые используются во время гальванического покрытия в среде жидкости. 6-вольтовая батарея имеет два контакта, которые облегчают подключение к системе. Допустимо использование менее мощного источника питания.
- Крокодилы фиксируют кусок меди (в качестве источника элемента ионы, которые будут использоваться для покрытия) и главной заготовки. Сталь и никель — это два элемента, которые могут быть легко покрыты медью.
- После очистки поверхности материала различными моющими средствами необходимо создать гальванический раствор.
- 5 частей воды смешивают с 1 частью соляной кислоты. Нельзя добавлять воду непосредственно в кислоту! Такие действия вызывают бурную реакцию с возможными взрывами.
- Всегда поддерживайте соотношение 5:1. Например, если вам нужно больше 5 чашек, измерьте 10 чашек воды и добавьте 2 чашки кислоты. Для перемешивания применяйте пластиковые инструменты, так как кислота разрушает металл. Верхняя часть контейнера начнет нагреваться в следствии реакции кислоты с водой.
- Подсоедините зажим аллигатора к клеммам источника энергии. Батарея будет передавать ток, необходимый для процесса гальванопокрытия. Прикрепите один зажим к одному крокодилу, а второй — ко второму контакту аккумулятора.
- Подключите медь к положительной клемме аккумулятора. Используя аллигатор, прикрепленный к положительной клемме источника, закрепите другой конец металлическим куском меди. При прочем сценарии гальваника не сможет работать.
- Подключите к схеме деталь, которая будет подсоединяется к отрицательной клемме аккумулятора. Прикрепите клип по возможности в месте где нет необходимости в гальванизации. Если для прикрепления клипа нет свободного места, вам нужно будет изменить расположение крокодила во время процесса, чтобы изделие не имело следов от использования зажимов, а покрытие был однородным по всей площади.
- Если процесс не работает, удостоверьтесь, что у вас установлены правильные клеммы.
- Погрузите оба элемента в подготовленную ванну с разбавленной соляной кислотой. Медный кусок не должен обязательно полностью погружаться в раствор, но изделие, которое обрабатывается полностью погружается в рабочую среду.
- Для равномерного слоя рекомендуется периодически перемешивать раствор в емкости.
- Две части необходимо держать на расстоянии друг от друга, чтобы избежать попадания пятен, где медь накапливается слишком быстро.
- Использование этого метода затрудняет получение толстого слоя меди, но вы сможете получить тонкое напыление. Когда вас устраивает внешний вид материала, объект вытаскивают и просушивают.
Покрытие может занимать от нескольких минут до нескольких часов. После формирования желаемого слоя материал необходимо высушить.
Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:
на изделиях из стали класса прочности большего, чем 8.8, для предотвращения наводороживания при цинковании;

на винтах установочных, где недопустимо использование мягкого покрытия;
на стопорных кольцах DIN 471 и 472

на шайбе упорной быстросъемной DIN 6799.



